

4 Конструкторская часть
4.1 Общая характеристика механического оборудования, необходимого для обеспечения технологического процесса
Для упрощения сварки кольцевых швов обода колеса выбираем универсальный сварочный вращатель марки 800ННТ. На вращателе можно задать скорость вращение план шайбы для оптимальной заварки кольцевых швов, так же оснащён переносным пультом управления остановки и вращения план шайбы. [16]
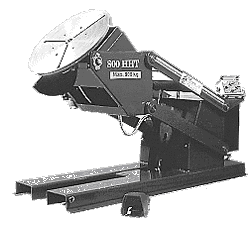
Рисунок 5 – внешний вид вращателя [16]
Таблица 23 – Технические данные универсального вращателя марки 800ННТ
Параметры |
800ННТ |
Напряжение питающей сети, В |
380 |
Грузоподъемность, кг |
800 |
Крутящий момент, Нм |
800 |
Наклонный момент, Нм |
1700 |
Угол наклона, град |
0-135 |
Скорость вращения, об/мин |
0,07-1,6 |
Диаметр планшайбы, мм |
650 |
Длина, мм |
1930 |
Ширина, мм |
820 |
Высота, мм |
680-1370 |
Масса, кг |
520 |
4.2 Проектирование специального механического оборудования
Для дополнение вращателя для облегчения сборки и сварки было разработано приспособление, которое крепится на план шайбу (рисунок 8). Это приспособление упрощает работу сварщика в том, что сборка конструкции значительно упрощается, легче выдержать соосность отверстий, предполагает отсутствие прихваток.
Согласно [12], при проектировании специальной оснастки необходимо:
- вычертить эскиз конструкции собираемого изделия;
- выбрать схему базирования;
- рассчитать зажимные элементы и основание приспособления;
- вычертить приспособление с необходимыми размерами и сечениями.
Данное приспособления предназначено для:
а) сборки и сварки фланца с обечайкой обода колеса;
б) сборки и сварки обечайки с торцевым кольцом;
Эскиз планшайбы с креплением на ней приспособления представлен на рисунке 8.
 Рисунок
6 – Эскиз сварочного стола для сборки
и сварки обода колеса
Рисунок
6 – Эскиз сварочного стола для сборки
и сварки обода колеса
Конструкция приспособления под сборку обода представлена на графическом листе ФЮРА 676134.002 ВО.
Приспособление для сборки и сварки самого обода не имеет специфических особенностей, но есть требование о соосности отверстий приваренных обечаек, требований по фиксированию на них деталей для сварки обода, на этом приспособлении это соосность деталей соблюдается.
5 Органнизационно – экономическая часть
5.1 Расчёт необходимого количества оборудования, материалов и энергии
Необходимое количество сварочных постов вычисляют по формуле:
Ω=![]() , (16)
, (16)
где Nр –годовая программа выпуска, шт;
Fрд –количество рабочих дней в году, Fрд= 252дн;
Тсм –продолжительность смены, мин; Тсм = 480мин;
f - количество смен; f = 2;
ηи –коэффициент использования рабочего времени оборудования;
ηи=0,8.
Для полуавтоматической сварки в среде углекислого газа:
Ω=![]() .
.
Принимаем Ωп=24 ;
Коэффициент загрузки оборудования вычисляем по формуле:
![]() ;
(17)
;
(17)
![]()
Определим необходимое количество материалов и энергии производим по методике изложенной в [13, с.240]
Расход электродной проволоки вычисляется по формуле:
![]() ;
(18)
;
(18)
где GH –масса наплавленного металла, GH=5,6 кr;
Кп э –коэффициент, учитывающий неизбежные потери электродной проволоки (для полуавтоматической сварки Кпэ=0,76).
Расход электродной проволоки равен:
![]() ;
;
Расход углекислого газа вычисляем по формуле
![]() ,
(19)
,
(19)
где t0 – основное время сварки, мин/м;
Qг - расход углекислого газа, по формуле (14) Qг = 15 л/мин.
![]()
Расход электроэнергии на 1 м шва вычисляют по формуле:
![]() (20)
(20)
где Wд- мощность сварочной дуги, кВт;
η- КПД источника питания;
Vсв- скорость сварки.
Мощность сварочной дуги вычисляется по формуле:
![]() (21)
(21)
Для полуавтоматической сварки:
![]()
![]() .
.