

5.9 Технология механизированной сварки самозащитной порошковой проволокой Иннершилд
5.9.1 Способ механизированной сварки самозащитной порошковой проволокой Иннершилд при использовании труб с заводской разделкой кромок предназначен в основном для сварки заполняющих и облицовочного слоев шва стыков труб диаметром 325-1220 мм с толщинами стенок 6-19 мм включительно.
5.9.2 Специализированный комплект оборудования для сварки самозащитной порошковой проволокой фирмы Lincoln Electric должен включать следующее:
один из источников сварочного тока – Idealarc DC-400, Invertec V350-PRO, Invertec V300-I, SAM-400 или сварочные агрегаты Commander, Vantage различных модификаций (раздел 9);
адаптер модели К350 или К350-1;
механизм подачи порошковой проволоки LN-23P;
сварочная горелка К345 со шлангом и кабелями.
5.9.3 Способ сварки самозащитной порошковой проволокой может быть использован в составе следующих технологических вариантов сварки:
корневой слой шва выполняется механизированной сваркой проволокой сплошного сечения в среде углекислого газа методом STT, все последующие слои – механизированной сваркой самозащитной порошковой проволокой Иннершилд;
корневой слой шва (или корневой слой шва и горячий проход) выполняется ручной дуговой сваркой электродами с целлюлозным видом покрытия, последующие слои – механизированной сваркой самозащитной порошковой проволокой Иннершилд;
корневой слой шва выполняется ручной дуговой сваркой электродами с основным видом покрытия, все последующие слои – механизированной сваркой самозащитной порошковой проволокой Иннершилд;
сварка на трубосварочной базе ССТ-ПАУ механизированной сваркой методом STT корневого слоя шва, самозащитной порошковой проволокой типа Иннершилд 1-го заполняющего слоя и автоматической сваркой под слоем флюса последующих заполняющих и облицовочного слоев шва;
сварка всех слоев шва проволокой Иннершилд, выполняемая в специальную узкую разделку кромок.
5.9.4 Перечень аттестованных марок самозащитных порошковых проволок для сварки сталей различных прочностных групп приведен в таблице 8.5 настоящего РД.
5.9.5 Сварка самозащитной порошковой проволокой осуществляется способом сверху-вниз на постоянном токе прямой полярности. Перед началом сварки на механизме подачи проволоки следует установить два параметра: скорость подачи проволоки и напряжение на дуге.
5.9.6 Вылет проволоки, в зависимости от пространственного положения, должен составлять:
20 мм в положении 0.00-4.30 (5.00) час;
25-30 мм в положении 4.30 (5.00) – 6.00 час.
5.9.7 Угол наклона горелки от перпендикуляра (углом назад), в зависимости от пространственного положения, должен составлять:
25-45 градусов в положении 0.00-4.30 (5.00) час;
25-0 градусов в положении 4.30 (5.00) – 5.30 час;
5-10 градусов углом вперед в положении 5.30-6.00 час.
5.9.8 Режимы, при сварке в стандартную заводскую разделку, приведены в таблице 5.9.1.
Таблица 5.9.1 – Параметры режимов при сварке проволокой Иннершилд
Наименование слоя |
Марка проволоки |
|||
Innershield NR-207 и Innershield NR-208 Special диам. 1,7 мм |
Innershield NR-208 Special диаметром 2,0 мм |
|||
Скорость подачи проволоки, дюйм/мин |
Напряжение, В |
Скорость подачи проволоки, дюйм/мин |
Напряжение, В |
|
«Горячий проход» |
90 100 |
18 19 |
90 100 |
19 20 |
Заполняющие |
90 100 110 120 |
18 19 20 21 |
90 100 110 120 |
19 20 21 22 |
Корректирующий, облицовочный |
80 90 |
17 18 |
80 90 |
18 19 |
5.9.9 Перед выполнением первого слоя шва порошковой проволокой необходимо осуществить тщательную шлифовку корневого слоя (горячего прохода) абразивным кругом до состояния «чистый металл».
5.9.10 В связи с неравномерностью заполнения разделки по периметру стыка и ослаблением сечения шва в вертикальном положении перед выполнением облицовочного слоя в положении 1.00-4.30 час выполняется дополнительный (корректирующий) слой.
5.9.11 Заполняющие и облицовочный слои шва стыков труб с толщинами стенок до 13 мм включительно следует выполнять по методу «слой за один проход».
5.9.12 В случае использования труб с заводской разделкой кромок при сварке стыков с толщинами стенок более 13 мм заполняющие слои начиная со второго (третьего) выполняются по методу «слой за два прохода», а облицовочный слой по методу «слой за два (три) прохода».
5.9.13 Количество слоев в зависимости от толщины стенки трубы приведено в таблицах 5.9.2-5.9.3 (уточняется в процессе производственной аттестации технологии сварки).
Таблица 5.9.2 – Количество заполняющих и облицовочных слоев шва при сварке проволокой Innershield NR-207 и Innershield NR-208 Special диаметром 1,7 мм
Толщина стенки, мм |
Наименование слоя |
||
заполняющие* |
корректирующий |
облицовочный |
|
6 |
|
1 |
1 |
8 |
1 |
1 |
1 |
10 |
1-2 |
1 |
1 |
12 |
2-3 |
1 |
1 |
14 |
3-4 |
1 |
1 |
* количество заполняющих слоев зависит от величины зазора при сборке, угла разделки кромок и ряда других параметров. |
|||
Таблица 5.9.3 – Количество заполняющих и облицовочного слоев шва при сварке проволокой Innershield NR-208 Special диаметром 2,0 мм
Толщина стенки, мм |
Наименование слоя |
||
Заполняющие слои (проходы)* |
Корректирующий слой |
Облицовочные проходы |
|
14 |
3 - 4 |
1 |
1-2 |
16 |
3 (5) |
1 |
2-3 |
18 |
4 (7) |
1 |
2-3 |
20 |
5 (9) |
1 |
3 |
* количество заполняющих слоев зависит от величины зазора при сборке, угла разделки кромок и ряда других параметров. |
|||
5.9.14 Сварка в специальную узкую разделку кромок.
5.9.14.1 В случае использования труб диаметром 1020-1220 мм класса прочности К55-К60 с толщинами стенок 14-22 мм со специальной узкой разделкой кромок (рис. 5.9.1) до начала выполнения работ следует обработать станком для обработки кромок каждую кромку трубы. Следует использовать следующую последовательность выполнения слоев шва:
сварка корневого слоя шва проволокой марки Innershield NR-204H диаметром 1,7 (1,6) мм;
выполнение подварочного слоя проволокой Innershield NR-207 диаметром 1,7 мм в местах непроваров и смещения кромок более 2 мм (допускается выполнение подварочного слоя шва электродами с основным видом покрытия);
сварка заполняющих слоев шва проволокой Innershield NR-208 Special диаметром 2,0 мм по методу «слой за один проход»;
выполнение облицовочного слоя шва проволокой Innershield NR-208 Special диаметром 2,0 мм по методу «слой за один проход» для труб с толщинами стенок до 19 мм и по методу «слой за два прохода» для труб с толщинами 20-22 мм.
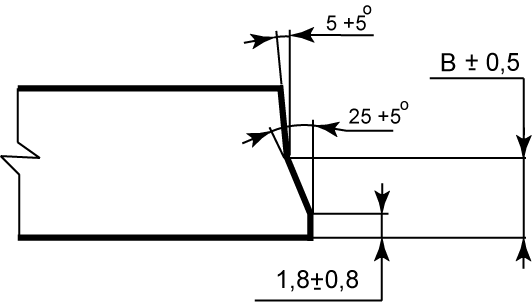
Рис. 5.9.1. Форма специальной узкой разделки кромок
5.9.14.2 Режимы сварки при использовании специальной узкой разделки кромок приведены в таблице 5.9.4.
Таблица 5.9.4 – Параметры режимов при сварке проволокой Иннершилд в специальную узкую разделку кромок
Наименование слоя |
Марка проволоки |
|||
Innershield NR-204H диаметром 1,7 мм |
Innershield NR-208 Special диаметром 2,0 мм |
|||
Скорость подачи проволоки, дюйм/мин |
Напряжение, В |
Скорость подачи проволоки, дюйм/мин |
Напряжение, В |
|
1 |
2 |
3 |
4 |
5 |
Корневой слой* |
70 80 |
15 16 |
|
|
Подварочный слой |
90 100 |
18 19 |
|
|
«Горячий проход» |
|
|
90 100 |
19 20 |
Заполняющие |
|
|
90 100 |
19 20 |
Корректирующий, облицовочный |
|
|
70 80 |
17 18 |
* корневой слой шва может быть выполнен проволокой марки NR-207 диаметром 1,7 мм. Однако, в этом случае, требуется подварка по всему периметру стыка. |
||||
5.9.14.3 Ориентировочное количество слоев шва в зависимости от толщины стенки трубы приведено в таблице 5.9.5.
Таблица 5.9.5 – Количество заполняющих и облицовочного слоев шва при сварке труб со специальной узкой разделкой кромок проволокой Innershield NR-208 Special диаметром 2,0 мм
Толщина стенки, мм |
Наименование слоя |
||
Заполняющие слои* |
Корректирующий слой |
Облицовочные проходы |
|
14 |
3-4 |
1 |
1 |
16 |
3-4 |
1 |
1 |
18 |
4-5 |
1 |
1 |
20 |
5-6 |
1 |
1-2 |
22 |
6-7 |
1 |
2 |
* количество заполняющих слоев зависит от величины зазора при сборке, угла разделки кромок и ряда других параметров. |
|||
5.9.15 Сварка самозащитной порошковой проволокой может быть использована для выполнения специальных сварочных работ – сварке разнотолщинных соединений труб и захлестов (раздел 10).