

Новая папка / 777 / Отчеты по практике / Проект Мариинск-2 НПС / Общее / Техкарты / Труба(неисправленная) / 1020 / РД 1 1020х15 ОКШ 90-1020
.docОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА |
||||
сборки и ручной дуговой сварки покрытыми электродами (РД) вертикального неповоротного кольцевого стыка трубы 1020х15 и отвода ОКШ 90-1020х15 |
||||
ОРГАНИЗАЦИЯ |
РАБОЧИЙ ПРОЕКТ |
ОБЪЕКТ СТРОИТЕЛЬСТВА |
НТД ПО СВАРКЕ |
ШИФР КАРТЫ |
ОАО «Промстрой» |
Новосибирское РНУ. НПС Мариинск-2. Строительство |
НПС Мариинск-2 |
СНиП III-42-80*, РД 153-006-02 |
РД 1 1020х15 ОКШ 90-1020 |
Квалификация сварщика |
РД — I уровень ПБ 03-273-99 с доп. треб. АК «ТН» |
||||||||||||||||||||||||
Процесс |
ручная дуговая сварка покрытыми электродами (РД) |
||||||||||||||||||||||||
Управление |
ручное |
||||||||||||||||||||||||
Оборудование |
Корневой слой шва |
Остальные слои |
|||||||||||||||||||||||
Источник питания дуги |
ВД-306М У3 |
||||||||||||||||||||||||
Электрододержатель |
ЭП-2 (ЭУ-300, ЭД-300-1) |
||||||||||||||||||||||||
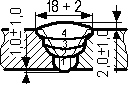
СОЕДИНЕНИЕ (QW-402) |
Конструкт. элементы шва |
Порядок наложения слоев |
|||||||||||||||||||||||
Минимальное
количество слоев – 4 |
|
|
|||||||||||||||||||||||
ОСНОВНОЙ МЕТАЛЛ (QW-403) |
|||||||||||||||||||||||||
Деталь |
Размер |
Стандарт на изделие |
Марка стали |
Прочн. класс |
Механ. свойства |
Сэкв % |
|||||||||||||||||||
т, МПа |
в, МПа |
||||||||||||||||||||||||
Труба |
1020х15 |
ОТТ-08.00-60.30.00-КТН-013-1-04 |
12Г2СБ |
К56 |
410,0 |
471,0 |
0,46 |
||||||||||||||||||
Отвод |
90-1020х15 |
Ту 102-488-95 |
12Г2СБ |
К56 |
410,0 |
471,0 |
0,46 |
||||||||||||||||||
ПРИСАДОЧНЫЙ МЕТАЛЛ (QW-404) |
|||||||||||||||||||||||||
|
Корневой слой |
Заполняющий |
Облицовочный |
||||||||||||||||||||||
Марка (код) |
ОК 53.70 |
||||||||||||||||||||||||
ГОСТ |
9467-75 |
9467-75 |
9467-75 |
||||||||||||||||||||||
Тип |
Э50А |
Э50А |
Э50А |
||||||||||||||||||||||
№ AWS классиф |
Е7016-1 |
Е7016-1 |
Е7016-1 |
||||||||||||||||||||||
№ AWS специф. |
А5.1 |
А5.1 |
А5.1 |
||||||||||||||||||||||
Размер, мм |
2,5 |
3,25 |
4,0 |
||||||||||||||||||||||
Изготовитель |
«ESAB AB Consumable Production» |
||||||||||||||||||||||||
Другие |
нет |
нет |
нет |
||||||||||||||||||||||
ПОЗИЦИЯ (QW-405) |
ПОДОГРЕВ (QW-406) |
||||||||||||||||||||||||
Положение при сварке |
вертикал |
Температура подогрева, C |
+100 |
||||||||||||||||||||||
Направление сварки |
на подъем |
Температура между проходами, C |
50250 |
||||||||||||||||||||||
Другие |
нет |
Сопутствующий подогрев, C |
нет |
||||||||||||||||||||||
ПОСЛЕСВАРОЧНАЯ ОБРАБОТКА (QW-407) |
нет |
||||||||||||||||||||||||
ГАЗОВАЯ ЗАЩИТА (QW-408) |
нет |
||||||||||||||||||||||||
ЭЛЕКТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ (QW-409) |
|||||||||||||||||||||||||
Параметры режима |
Корневой слой |
Заполняющий |
Облицовочный |
||||||||||||||||||||||
Род тока |
постоянный |
||||||||||||||||||||||||
Полярность |
обратная |
||||||||||||||||||||||||
Сила тока, А |
7090 |
80120 |
140170 |
||||||||||||||||||||||
Напряжение, В |
2023 |
2224 |
2224 |
||||||||||||||||||||||
Погонная энергия |
не регламентируется |
||||||||||||||||||||||||
Скорость сварки, м/ч |
68 |
46 |
46 |
||||||||||||||||||||||


ТЕХНИКА СВАРКИ (QW-410)
Параметры |
Корневой слой |
Заполняющий |
Облицовочн. |
Зачистка |
щетка, абразивный круг |
||
Проходы |
один |
1 |
1 |
Наклон электрода |
в направлении сварки 4550 «углом назад» |
||
поперек шва 58 от плоскости стыка |
|||
Амплитуда колеб. элек. |
ширине разделки |
||
Кол. сварщиков (элект.) |
два |
||
Способ выполнен. шва |
обратноступенчатый |
||
Длина захватки (ступ.) |
200 250 мм |
||
Высота слоя (валика) |
3 4 мм |
||
Перекрытие участ. слоя |
2530 мм |
||
Перекрытие смеж. слоев |
нет |
30 мм |
30 мм |
Межслойный интервал времени, мин |
Время необходимое для зачистки, а при необходимости и ремонта, выполненного слоя (прохода) |
||
ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ И РЕКОМЕНДАЦИИ
1. До начала сборочно-сварочных работ детали должны пройти входной контроль и |
быть приняты в монтаж. Геометрические параметры кромок деталей, |
подготовленных под сварку (величина угла скоса кромок, зазор в стыке, величина |
притупления, смещение кромок) должны укладываться в поле допуска QW-402. |
2. Сборку и сварку стыка рекомендуется производить на временных опорах |
расположенных на расстоянии не более 1 м от стыка, чтобы исключить провисание |
деталей трубопровода и разгрузить сварной шов при сварке, в условиях, |
обеспечивающих возможность его позиционирования и фиксации в удобном для |
сварки пространственном положении. |
3. При скорости ветра выше 10 м/сек, а также при выпадении атмосферных осадков |
производить сварочные работы без инвентарных укрытий запрещается. |
4. Сварку всех слоев следует выполнять до полного завершения стыка. |
5. Запрещается при выполнении прихваток и сварки зажигать дугу на основном |
металле вне разделки кромок и выводить на него кратер шва. |
6. Сварной шов облицовочного слоя должен перекрывать основной металл в |
каждую сторону на 20,5 мм. |
7. Сварку следует производить при стабильном режиме. Предельные отклонения |
заданных значений силы Iсв и Uд не должно превышать 5 % |
8. Сварку полупотолочных и потолочных участков следует производить на режи- |
мах, установленных по нижнему пределу указанному в спецификации QW-409 |
9. Температура окружающего воздуха при сварке должна быть выше минус 35С. |
ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ |
||||||||||||||||||
№ |
Операция |
Содержание операции |
Инструмент |
|||||||||||||||
1 |
Очистка |
Внутреннюю и наружную поверхности деталей трубопровода очистить от земли и других загрязнений. |
Щетка, ветошь |
|||||||||||||||
2 |
Подготовка кромок |
Осмотреть поверхность и кромки труб. На кромках деталей не должно быть надрывов, заусениц, расслоения и трещин. Устранить шлифованием на наружной поверхности неизолированных торцов труб царапины, риски, задиры глубиной до 5 % от нормативной толщины стенки, но не более минусового допуска на толщину стенки по ТУ или ГОСТ. Забоины и задиры фасок глубиной до 5 мм ремонтировать наплавкой с предварительным подогревом до 100°С. Зачистить отремонтированные поверхности кромок деталей шлифованием, при этом должна быть восстановлена разделка кромок, а толщина их стенки не должна быть выведена за пределы минусового допуска. Вмятины на концах труб глубиной до 3,5 % от диаметра трубы выправить безударным разжимным устройством с обязательным местным подогревом изнутри трубы до 100150°С независимо от температуры окружающего воздуха. Концы трубы с забоинами и задирами фасок более 5 мм или вмятинами более 3,5% от диаметра трубы следует обрезать, а образовавшуюся кромку обработать шлифмашинкой с восстановлением проектной формы разделки кромок (см. эскиз QW-402). Зачистить до чистого металла прилегающие к кромкам внутреннюю и наружную поверхности труб на ширину не менее 10 мм. |
Шлифмашинка, линейка, штангенциркуль, кислородный резак, шаблон сварщика УШС-3, термометр ТК-3М |
|||||||||||||||
3 |
Сборка труб (деталей) |
Осуществлять сборку деталей в соответствии с эскизом QW-402 при помощи наружного центратора (снятие после наложения прихваток). Смещение кромок должно быть равномерно распределено по периметру стыка. Максимальная величина внутреннего распределенного смещения кромок не должна превышать 2,0 мм. Отклонение от прямолинейности собранного в стык соединения, замеренное линейкой длиной 400 мм в трех равномерно расположенных по периметру местах на расстоянии 200 мм от стыка не должно превышать 2,5 мм |
наружный центратор, шаблон сварщика УШС-3, линейка, штангенциркуль |
|||||||||||||||
4 |
Предварительный подогрев |
Предварительный подогрев выполнить согласно QW 406 при температуре окружающей среды ниже – 150 С. При наличии следов влаги (наледи) на кромках или температуре окружающего воздуха ниже + 5С следует произвести просушку торцов труб путем нагрева до температуры +2050°С. Замер температуры осуществлять не менее чем в 3-х точках по периметру стыка на расстоянии 10 15 мм от торцов. |
термометр ТК-3М, кислородный резак |
|||||||||||||||
5 |
Сварка стыка |
Выполнить прихватки, равномерно распределенные по длине соединения высотой 34 мм, их количество должно быть не менее 3, а длина каждой 60 100 мм. На потолочном участке прихватки не ставить. Режим сварки как для корневого слоя шва. Прихватки выполнить с полным проваром и полностью переплавить их при сварке корневого слоя. Зачистить прихватки и обработать шлифовальным кругом начальный и конечный участки каждой из них с целью их плавного сопряжения с участками накладываемого корневого слоя. Выполнить сварку корневого слоя шва при возможно более короткой длине дуги ( 1,5 мм) сразу после выполнения прихватки. Параметры режима и техника сварки согласно QW-409 и QW-410. Зажигание и гашение дуги следует производить на свариваемой кромке в разделке или на уже наложенном ранее шве на расстоянии 2025 мм от его конца. Тщательно зашлифовать абразивным кругом корневой слой. Выполнить сварку согласно спецификации QW-409 и QW-410 заполняющих и облицовочного слоев шва. Слои шва должны быть равномерными по высоте по всей длине соединения. Произвести послойную зачистку от шлака и брызг. Выровнять шлифмашинкой видимые грубые участки поверхности облицовочного слоя шва и зачистить прилегающую поверхность трубы, поставить клейма сварщиков. |
шлифмашинка, термометр ТК-3М, шаблон сварщика УШС-3, напильник, молоток, зубило |
|||||||||||||||
6 |
Контроль |
По форме и размерам шов должен соответствовать эскизу QW-402. Шов и прилегающие к нему поверхности труб на расстоянии не менее 10 мм (по обе стороны шва) должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений. Шов должен иметь гладкую или равномерно чешуйчатую поверхность (высота или глубина впадин не должна превышать 1 мм). Облицовочный слой должен иметь плавный переход поверхности шва к основному металлу. Шов не должен иметь наплывов, сужений, перерывов, несплавлений, незаплавленных кратеров, трещин, прожогов, грубой чешуйчатости, выходящих на поверхность пор, а также подрезов глубиной более 0,5 мм и протяженностью более 30 % длины шва. Контроль рентгенографическим методом 100% длины шва. |
Шаблон сварщика УШС-3, линейка, штангенциркуль |
|||||||||||||||
Карта согласована |
|
|
|
С.П. Николаев |
|
Главный сварщик ОАО «Транссибнефть» |
Дата |
« |
|
» |
|
|
200 |
|
г. |
|||
|
|
(подпись) |
|
(инициалы, фамилия) |
|
(организация, должность) |
|
|
|
|
|
|
|
|
|
|||
Карта составлена |
|
|
|
C.А. Чередник |
|
Главный сварщик ОАО «ПС» ф-л «Восточный» |
Дата |
« |
|
» |
|
|
200 |
|
г. |
|||
|
|
(подпись) |
|
(инициалы, фамилия) |
|
(организация, должность) |
|
|
|
|
|
|
|
|
|
|||