Новая папка / 777 / Отчеты по практике / Проект Мариинск-2 НПС / Общее / Приложение Д-техкарты-версия от 23.12.05 / Техкарта Транснефть-15-01- ред. 1
.docОперационная технологическая карта сборки и комбинированной автоматической сварки неповоротных стыков труб с использованием головок М-300 |
||||||||||||||||
ОБЪЕКТ СТРОИТЕЛЬСТВА |
ТИП ТРУБОПРОВОДА |
ДИАМЕТР |
КИЛОМЕТРАЖ |
СТЫКУЕМЫЕ ЭЛЕМЕНТЫ |
ШИФР КАРТЫ |
|||||||||||
|
Магистральный нефтепровод |
1220 мм |
|
труба + труба |
ТН-СЗГ-15-01 |
|||||||||||
Характеристика труб |
Процессы сварки |
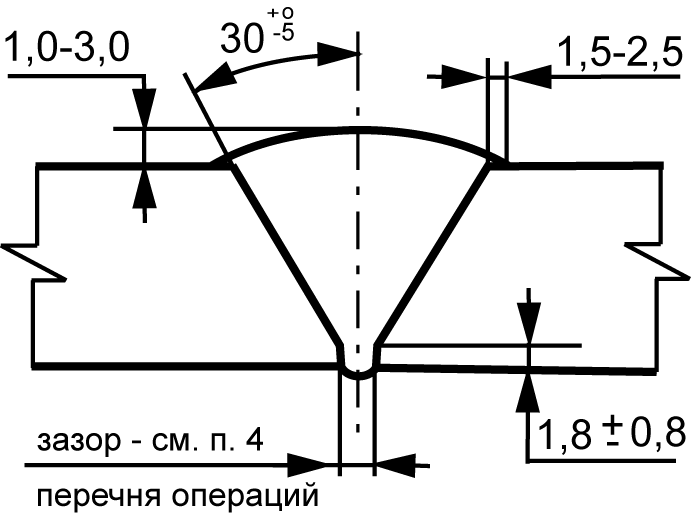
Форма разделки кромок и сварного шва
Минимальное число слоев: N=3 для SСТ.=12,0 мм N=4 для SСТ.=14,0 мм
|
Сварочные материалы |
|||||||||||||
Марка стали, номер ТУ
|
Диа- метр, мм |
Толщина стенки SСТ. , мм |
Класс прочности стали |
Нормативный предел прочности, МПа |
Эквива-лент углерода, % |
1. Автоматическая сварка проволокой сплошного сечения в среде защитных газов методом STT (корневой слой шва). 2. Автоматическая сварка порошковой проволокой в среде защитных газов (заполняющие и облицовочный слои). |
1. Проволока сплошного сечения марки Супер Арк Л-56 (Super Arc L-56) диам. 1,14 мм – сварка корневого слоя шва; 2. Порошковая проволока марки ПХ-701 (PX-701) диам. 1,4 мм – сварка горячего прохода, заполняющих и облицовочного слоев шва; 3. Защитный газ: смесь 75% аргона + 25% углекислого газа (75% Ar + 25% CO2 )
|
|||||||||
|
1220 |
12...14 |
К50 |
490 |
≤ 0,43 |
Предварительный подогрев |
||||||||||
|
К52 |
510 |
Для труб с толщиной стенок 12,1...14 мм - подогрев до 100+30 0С при температуре окружающего воздуха ниже -200С и до 50+30 0С при температуре окружающего воздуха ниже +5 0С и/или наличии влаги на концах труб; |
|||||||||||||
|
К54 |
530 |
||||||||||||||
Режимы сварки |
Дополнительные требования и рекомендации |
|||||||||||||||
|
Наименование слоя шва |
5. Интервал времени между завершением корневого слоя шва и началом сварки горячего прохода не должен превышать 10 мин. 6. Межслойная температура должна находиться в пределах 50…250 0С. В случае снижения межслойной температуры ниже +50 0С следует осуществить сопутствующий подогрев до +50…70 0С. 7. В случае атмосферных осадков сваренный стык следует укрывать термоизолирующим поясом до полного остывания стыка. 8. Настройка основных параметров режима для каждого слоя шва производится заблаговременно на пульте управления головки М-300 (М300-С) и на источнике Инвертек СТТ-II (Invertec STT-II) – перед сваркой корневого слоя. В процессе работы производится периодический контроль параметров режима и постоянный контроль технического состояния сборочно-сварочного оборудования. 9. При выполнении работ должна быть обеспечена сохранность заводской изоляции труб 10. Для шлифовки замков шва рекомендуется применять малогабаритные шлифмашинки. |
||||||||||||||
Корневой |
Горячий проход
|
Заполня- ющие |
Облицо- вочный |
|||||||||||||
Направление сварки |
На спуск |
На спуск |
На подъем |
На подъем |
||||||||||||
Скорость подачи проволоки, дюйм/мин. |
180 |
200-220 |
220-250 |
190-210 |
||||||||||||
Род тока, полярность |
= (+) |
= (+) |
= (+) |
= (+) |
||||||||||||
Сила тока, А |
(*) |
Не нормируется |
||||||||||||||
Напряжение на дуге, В |
Не нормируется |
20,5 – 22,0 |
21,0 – 22,5 |
21,0 – 22,5 |
||||||||||||
Вылет электрода, мм |
5 - 10 |
7 – 12 |
8 - 13 |
8 - 13 |
||||||||||||
Скорость сварки, дюйм/мин.
|
10 - 13 |
16 - 18 |
6 - 10 |
6 - 9 |
||||||||||||
Частота колебаний электрода, дюйм/сек. |
(**) |
2,8 |
3,2 |
3,6 |
||||||||||||
Амплитуда колебаний электрода, мм |
(**) |
Регулируется по ширине разделки |
||||||||||||||
Время задержки электрода на кромке, сек |
(**) |
0 |
0 – 0,4 |
0 – 0,4 |
||||||||||||
Угол наклона электрода (вперед), град.
|
2 - 4 |
0 – 7 |
0 – 7 |
0 – 7 |
||||||||||||
Защитный газ |
75%Ar +25%CO2 |
75%Ar +25%CO2 |
75%Ar +25%CO2 |
75%Ar +25%CO2 |
||||||||||||
Расход газа, куб. фут/час ( л/мин.) |
50–60 (24-28) |
80-100 (38-47) |
80-100 (38-47) |
80-100 (38-47) |
||||||||||||
(*) – Для сварки корневого слоя шва методом STT на источнике питания устанавливаются специальные параметры: пиковый ток = 400 – 460 А; базовый ток = 60 – 90 А; скорость изменения заднего фронта импульса (tailout) = 3-5 ед.; установка параметра горячего старта (hot start) =1,5 – 3 ед. (**) – при наличии зазора = 2,5-3,0 мм на участке стыка 0 час. - 1 час. 30 мин. сварку корневого слоя на данном участке следует выполнить с колебаниями электрода: частота колебаний = 2,8 дюйм/мин.; время задержки = 0 ; амплитуда колебаний – регулирется по месту. |
||||||||||||||||
ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ |
||||||||||||||||
№ п/п |
Операция |
Содержание операций |
Оборудование и инструмент |
|||||||||||||
1. |
Очистка труб |
|
Скребок, щетка |
|||||||||||||
2.
|
Подготовка кромок |
|
Ультразвуковой толщиномер, шаблон сварщика УШС, линейка, штангенциркуль, шлифмашинка, Станок типа СПК, разжимное приспособление, газовая горелка, контактный термометр, термокарандаш, направляющий пояс CRC AW |
|||||||||||||
3. |
Подогрев стыка |
|
Кольцевой подогреватель, контактный термометр, термокарандаш |
|||||||||||||
4. |
Сборка труб
|
|
Внутренний гидравлический центратор_______, шаблон сварщика УШС-3, секундомер |
|||||||||||||
5. |
Сварка стыка |
|
Палатка-укрытие, сварочные источники Invertec STT-II и DC-400, сварочные головки М300 (М300-С), металлическая щетка, линейка, шаблон сварщика, шлифмашинка |
|||||||||||||
Не оговоренные в данной технологической карте операции должны выполняться в соответствии со СНиП III-42-80* и РД «Сварка при строительстве и капитальном ремонте магистральных нефтепроводов» |
||||||||||||||||
Карта разработана: _________________ /_____________________________/ - _____________________________ Дата: «_____» ______________200___ г. ПОДПИСЬ Ф. И. О ДОЛЖНОСТЬ
|
||||||||||||||||