Новая папка / 777 / Отчеты по практике / Проект Мариинск-2 НПС / Общее / Приложение Д-техкарты-версия от 23.12.05 / Техкарта Транснефть-10-01В -ред. 1
.docОперационная технологическая карта сборки и ручной дуговой сварки стыков захлестов (вварка «катушки» при наличии двух защемленных плетей) |
|||||||||||||||||
ОБЪЕКТ СТРОИТЕЛЬСТВА |
ТИП ТРУБОПРОВОДА |
ДИАМЕТР |
КИЛОМЕТРАЖ |
СТЫКУЕМЫЕ ЭЛЕМЕНТЫ |
ШИФР КАРТЫ |
||||||||||||
|
Магистральный нефтепровод |
1020 мм |
|
|
ТН - СРД – 10 – 01В |
||||||||||||
Характеристика труб |
Сварочные материалы |
Предварительный подогрев |
|||||||||||||||
Соединя-емая деталь |
Номер ТУ |
Диа- метр, мм |
Толщина стенки, мм |
Класс прочности |
Эквивалент углерода, % |
Электроды типа Э50А по ГОСТ 9467-75 (Е7016 по AWS А5.1) диам. 2,5/ 3,0 / 3,2 мм (корневой слой шва)
Электроды типа Э50А по ГОСТ 9467-75 (Е7016 по AWS А5.1) диам. 3,0 /3,2 мм / 4,0 мм (заполняющие, облицовочный и подварочный слои) |
|
||||||||||
Труба линейного участка
|
|
1020 |
12,0 |
К52 |
≤ 0,43 |
||||||||||||
Труба плети
|
|
14,0 |
К52 |
||||||||||||||
«Катушка» |
|
14,0 |
К52 |
||||||||||||||
Режимы сварки
|
Дополнительные требования и рекомендации |
||||||||||||||||
Сварочные слои
|
Марка электрода
|
Диа-метр, мм |
Поляр- ность |
Сварочный ток, А
|
6. Температура на кромках труб перед сваркой корневого слоя шва (выполнением прихваток) должна быть не ниже установленного для каждой толщины стенки номинального значения (см. раздел «Предварительный подогрев») .
12. При скорости ветра более 10 м/с, а также при выпадении атмосферных осадков, запрещается производить работы без инвентарных укрытий.
. |
||||||||||||
Корневой |
|
2,5* 3,0/3,2 |
прямая / обратная |
70-90 80-120 |
|||||||||||||
Подварочный |
|
3,0/3,2 4,0 |
обратная |
90-120 130-150 |
|||||||||||||
Заполняющие |
|
3,0/3,2 4,0 |
обратная |
90-120 130-170 |
|||||||||||||
Облицовочный** |
|
3,0/3,2 4,0 |
обратная |
80 - 110 130-160 135-160 |
|||||||||||||
*- электроды диам. 2,5 мм применяются в потолочной части стыков №№1-3; ** - облицовочный слой шва стыков №1 и №2 выполняется электродами диам. 3,0 / 3,2 мм, стыка №3 - диам. 4,0 или 3,0 / 3,2 мм.
|
|||||||||||||||||
ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ |
|||||||||||||||||
№ п/п |
Операция |
Содержание операций |
Оборудование и инструмент |
||||||||||||||
1. |
Подготовка захлеста |
|
Трубоукладчик, измери- тельный инструмент |
||||||||||||||
2.
|
Подготовка и очистка труб, замер диаметров |
|
Скребок, щетка, рулетка |
||||||||||||||
3. |
Подготовка катушки I |
|
Машина безогневой механизированной резки (типа «Файн») шаблон сварщика УШС, линейка, шлифмашинка, сварочный источник, газовая горелка, термокарандаш |
||||||||||||||
4. |
Подготовка катушки II |
|
Наружный центратор шаблон сварщика УШС, линейка, шлифмашинка, сварочный источник, газовая горелка, термокарандаш |
||||||||||||||
5. |
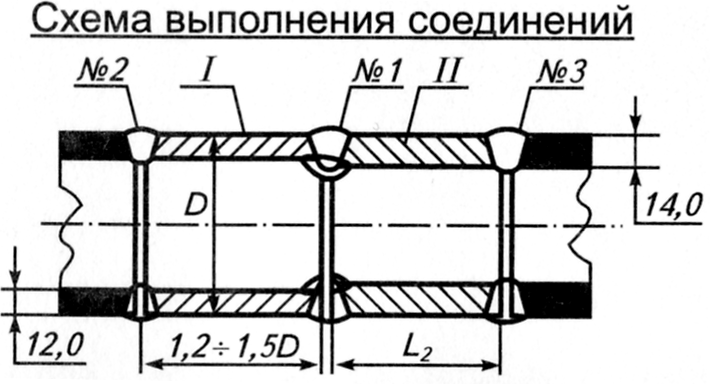
Сборка, подогрев и сварка стыка №1 |
|
Наружный центратор , сварочный источник, шлифмашинка, газовая горелка, контактный термометр, шаблон сварщика УШС, линейка |
||||||||||||||
6. |
Сборка, прихватка и сварка стыков №2 и №3
|
|
Наружный центратор сварочный источник, кольцевой подогреватель контактный термометр, термокарандаш, рулетка, Шлифмашинка, шаблон сварщика УШС-3 молоток,зубило, напильник |
||||||||||||||
Не оговоренные в данной технологической карте операции должны выполняться в соответствии со СНиП III-42-80* и РД «Сварка при строительстве и капитальном ремонте магистральных нефтепроводов» |
|||||||||||||||||
Карта разработана: ________________ /__________________________/ - ____________________________ Дата: «_____» ______________200___ г. ПОДПИСЬ Ф. И. О ДОЛЖНОСТЬ
|
|||||||||||||||||
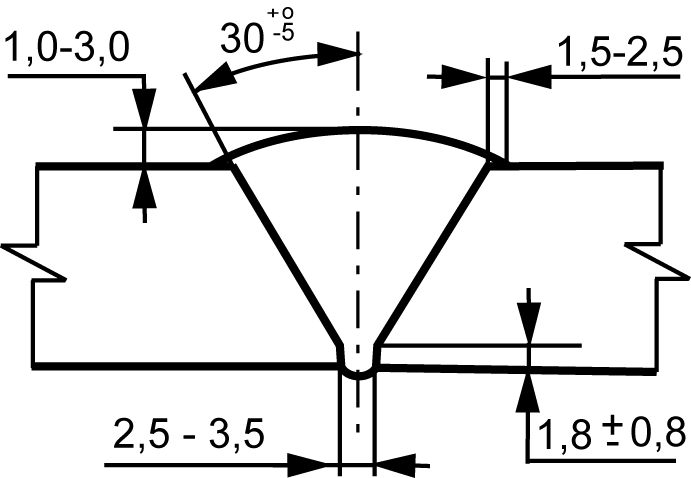 Подготовка
кромок и форма швов
Подготовка
кромок и форма швов