

2.9.13. Сварка конструктивных элементов, присоединяемых к стенке резервуаров
2.9.13.1 К стенке резервуаров приваривают элементы трех классов ответственности:
основные несущие конструктивные элементы, такие, как опорные и ветровые кольца;
вспомогательные конструктивные элементы, закрепляемые на кронштейнах (трубопроводы пожаротушения и орошения, лестницы и т.п.);
временные элементы технологической оснастки, необходимой для сборки и сварки резервуара.
Для сварки элементов, присоединяемых к стенке резервуара, следует использовать полуавтоматическую или ручную дуговую сварку.
2.9.13.2. Последовательность и схемы выполнения сварных швов конструкций ветровых и опорных колец жесткости на стенке резервуаров представлены на рисунках 2.9.23 и 2.9.24. Сварку колец жесткости следует производить в следующей последовательности: вначале сварить радиальные соединения между элементами горизонтального кольца, затем швы поясов элементов жёсткости, а горизонтальные кольцевые швы, соединяющие кольцо со стенкой резервуара, - в последнюю очередь. Сварку производят 2-4 сварщика, располагаясь по периметру кольца симметрично и передвигаясь по мере сварки в одном направлении по часовой стрелке.
2.9.13.3. Радиальные стыковые соединения ветровых и опорных колец жесткости резервуаров должны выполняться особенно тщательно, так как эти швы относятся к соединениям повышенной ответственности и подлежат контролю физическими методами.
2.9.13.4. Подкладной лист, к которому приваривается кронштейн, должен быть обварен по всему контуру швом минимально необходимого сечения.
2.9.13.5. При выполнении сварного шва подкладного листа запрещается зажигать дугу на металле стенки вне зоны расположения сварного шва.
2.9.13.6. В сварном соединении подкладных листов не допускаются подрезы основного металла.
2.9.13.7. Режимы сварки конструктивных элементов, присоединяемых к стенке, указываются в технологических картах с учетом толщины свариваемых элементов, пространственного положения шва, способа сварки, выбранных сварочных материалов и т.д.
 Рис.
2.9.23 Последовательность сварки швов
ветрового кольца
Рис.
2.9.23 Последовательность сварки швов
ветрового кольца
 Рис. 2.9.24
Последовательность и схема сварки
ветрового кольца
Рис. 2.9.24
Последовательность и схема сварки
ветрового кольца
2.9.14 Сварка конструкций понтонов и плавающих крыш
2.9.14.1 Последовательность работ по монтажу и сварке конструкций понтонов и плавающих крыш определяется типом конструкций и технологией монтажа, предусмотренной ППР. Технология сборки и сварки однодечных и двудечных плавающих крыш имеет принципиальные отличия. Монтаж и сварка однодечных понтонов и плавающих крыш начинается, как правило, от стенки к центру резервуара, а двудечных – от центра к периферии.
2.9.14.2 При монтаже однодечных плавающих крыш и понтонов используют рулонированные мембраны и короба заводской поставки, которые укрупняют сваркой в проектном положении. При монтаже двудечных плавающих крыш в проектном положении ведется сборка и сварка укрупненных блоков с последующим поэлементным монтажом и сваркой конструктивных элементов между блоками.
2.9.14.3 Сварные соединения понтонов и плавающих крыш следует выполнять одним из следующих способов:
Полуавтоматической сваркой проволокой сплошного сечения диаметром 1,2 мм в углекислом газе или смесях газов,
Полуавтоматической сваркой порошковой проволокой в углекислом газе или смесях газов,
Полуавтоматической сваркой самозащитной порошковой проволокой,
Автоматической сваркой в защитных газах порошковой проволокой или проволокой сплошного сечения или самозащитной порошковой проволокой с использованием сварочных самоходных кареток с регулируемой частотой и амплитудой поперечных колебаний электрода,
Автоматической сваркой под флюсом (для протяженных швов).
2.9.14.4 При сварке понтонов и плавающих крыш, как правило, блоки, подаваемые в монтаж, должны пройти предварительный контроль и приемку. Для получения требуемой геометрической точности конструкции следует соблюдать последовательность сборки и сварки элементов понтонов или плавающих крыш, предусмотренную проектом производства работ.
2.9.14.5 Основной задачей при выполнении сварных соединений понтонов и плавающих крыш является обеспечение герметичности швов и геометрической точности укрупненных блоков и конструкции в целом. Для обеспечения высокой плавучести понтонов и плавающих крыш их отсеки должны быть герметичны и изолированы друг от друга. Наиболее эффективным способом контроля герметичности коробов понтонов и плавающих крыш является опрессовка их избыточным давлением.
2.9.14.6 Схема и последовательность выполнения сварных соединений двудечных плавающих крыш представлена на рисунках 2.9.25 – 2.9.26.
 Рис.
2.9.25 Последовательность сборки и сварки
двудечной плавающей крыши
Рис.
2.9.25 Последовательность сборки и сварки
двудечной плавающей крыши
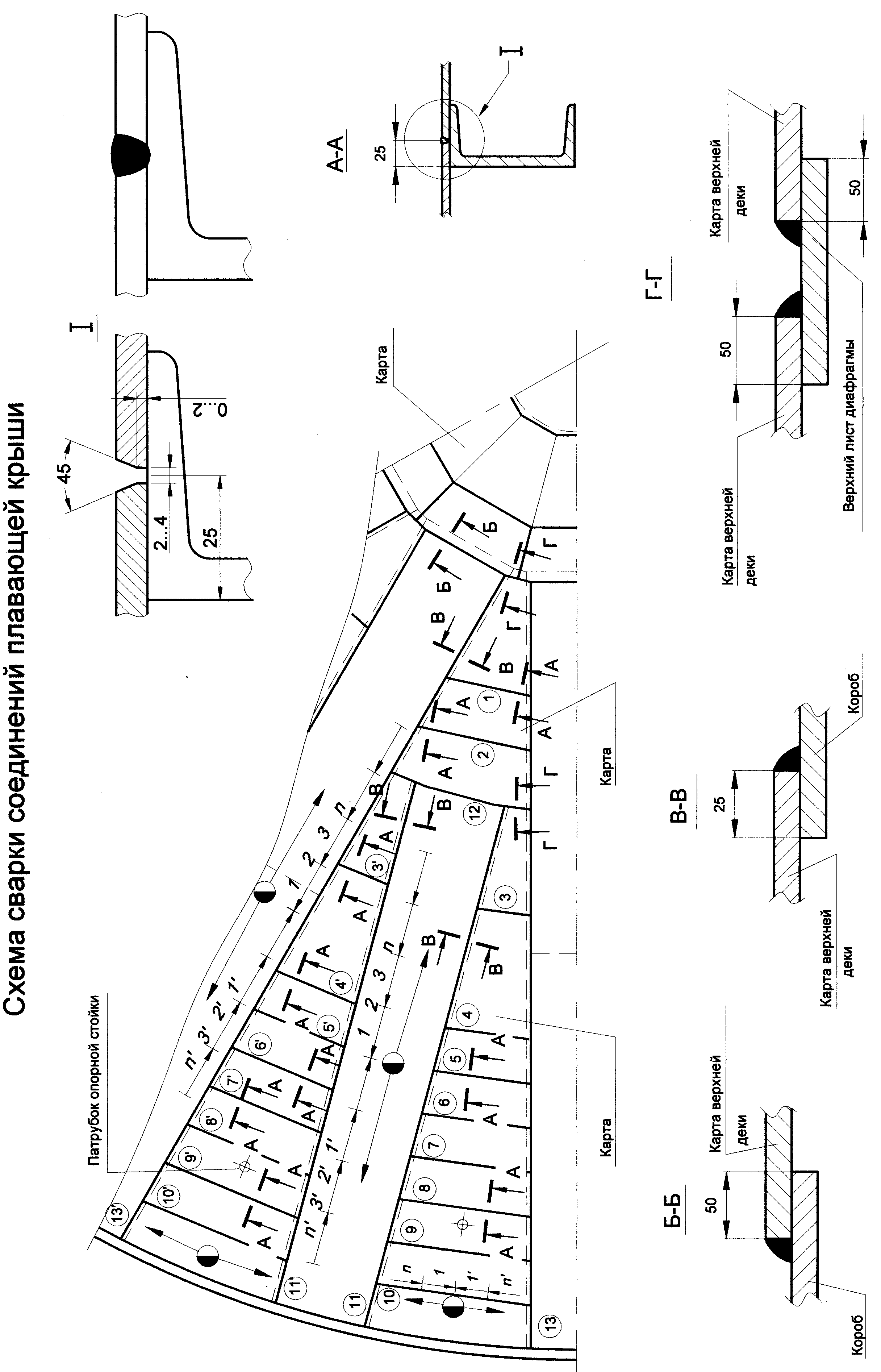
Рис. 2.9.26 Схема сварки соединений плавающей крыши