

Данные для подбора сечения кабеля крпт для присоединения индуктора к конденсаторной батарее и разводке тока средней частоты
#G0Допустимая токовая нагрузка, А, при частоте
|
Число и сечение* жил, мм |
|
2400 Гц
|
8000 Гц
|
|
________________ * Указано общее сечение кабеля (к обоим выводам нагревателя или конденсатора).
|
||
96
|
72
|
2х50
|
115
|
90
|
2х70
|
135
|
100
|
2х95
|
150
|
115
|
2х120
|
170
|
130
|
3х95
|
115
|
90
|
3х50
|
135
|
105
|
3х70
|
155
|
115
|
3х95
|
180
|
135
|
3х120
|
205
|
155
|
3х120
|
220
|
165
|
3х120
|
250
|
185
|
3х120
|
17.3.8. Основными теплоизоляционными материалами при индукционном нагреве являются асбестовые и асбостеклянные ткани, вспомогательными - асбестовый картон и шнур, при нагреве элементами сопротивления - соответственно теплоизоляционные маты и асбестовые ткани или картон. Теплоизоляционные маты изготавливаются толщиной 50 мм из кремнеземной ткани КТ-11 с набивкой из каолинового рулонного материала ВКР-150 или ваты ВК-200. Маты прошиваются кремнеземной нитью К11С6. Для крепления теплоизоляционных матов на нагревателях и трубах применяется лента толщиной 0,5-1 мм из жаропрочной стали. Для повышения долговечности матов рекомендуется до их установки обернуть электронагреватели и трубу одним слоем асбестовой ткани. Если маты отсутствуют, то можно использовать асбестовую ткань или асбестовый картон, при этом толщина изоляции должна быть не менее 50 мм.
Характеристики теплоизоляционных материалов приведены в приложении 16.
Нагревательные устройства
17.3.9. В качестве индукционных нагревателей применяются гибкие неохлаждаемые (естественно охлаждаемые) индукторы, которые наматываются на трубу в виде одной или двух последовательно соединенных секций. Гибкий неохлаждаемый индуктор выполняется из многожильного медного провода сечением 35-240 мм марок М (жилы диаметром 2,51-3,15 мм), МГ (жилы диаметром 0,58-0,85 мм) или МГЭ (жилы диаметром 0,73 мм), наматываемого на предварительно изолированную тепловой изоляцией наружную поверхность трубы. Индуктор при питании током средней частоты перед намоткой на трубу должен быть изолирован по всей длине термостойким материалом (лентой, чехлом), исключающим возможность поражения током обслуживающего персонала.
Технические данные неизолированных гибких проводов для индукторов приведены в приложении 17. Пример двухсекционного гибкого индуктора представлен на рис.17.2.
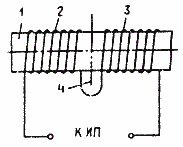
Рис.17.2. Двухсекционный гибкий индуктор:
1 - труба; 2, 3 - секции индуктора; 4 - ось сварного стыка; ИП - источник питания
17.3.10. Фирма "Унитех" изготавливает водоохлаждаемые кабели для индукционного нагрева труб, включающие гибкий кабель ВГИК, являющийся индуктором, и два токоподвода (ВИТ и МТК) (рис.17.3). Кабель ВГИК представляет собой гофрированную гибкую трубку диаметром 25-30 мм из нержавеющей стали или латуни толщиной 0,2-0,3 мм, помещенную в медную оплетку, являющуюся основной токопроводящей частью кабеля. Снаружи кабель изолирован термостойкой резиной, стеклотканевым и асботканевым чехлом. Кабель ВГИК выпускается нескольких модификаций в зависимости от величины и частоты рабочего тока (на ток 800, 1000 и 1200 А частотой от 50 Гц до 10 кГц).
С помощью ВГИК можно производить нагрев труб любого диаметра и толщины стенки до температуры 1200 °С.
В качестве источника питания следует использовать источники тока средней частоты (ВПЧ, ППЧВ, СЧИ и др.).
Техническая характеристика водоохлаждаемых кабелей для индукционных установок приведена в приложении 18.
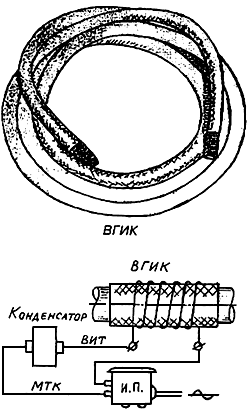
Рис.17.3. Водоохлаждаемые гибкие индукционные кабели ВГИК, ВИТ и МТК и схема их подключения
17.3.11. Гибкие пальцевые электронагреватели типа ГЭН (рис.17.4) относятся к нагревателям радиационного действия и используются для предварительного подогрева и термообработки сварных соединений труб и других деталей толщиной до 50 мм.
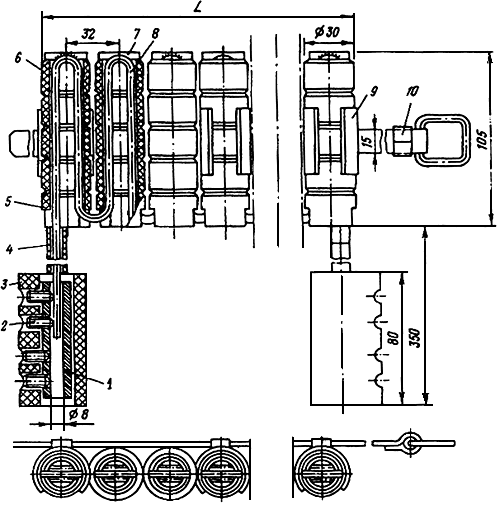
Рис.17.4. Гибкий пальцевый электронагреватель сопротивления ГЭН:
1 - контактная втулка; 2 - шпилька; 3-6 - втулки-изоляторы; 7 - ограничитель; 8 - нагревательный элемент;
9 - скоба для крепления пояса; 10 - пояс для крепления электронагревателя на трубе
Нагревательный элемент* состоит из двух проволок марки Х20Н80 диаметром 3,6 мм, изогнутых в виде "пальцев". В целом нагреватель представляет гибкую секцию, которую можно установить вокруг трубы. Каждый "палец" защищен набором керамических изоляторов. Длина пальца, характеризующая ширину панели, составляет 100 мм. Посередине секции укреплена лента из жаропрочной стали, с помощью которой нагреватель крепится на трубе.
________________
* В качестве нагревательных элементов в нагревателях радиационного и комбинированного действия применяются лента и проволока из прецизионных сплавов, характеристика которых приведена в приложении 19.
Число пальцев в секции зависит от диаметра трубы, для которой предназначен нагреватель. Так, для трубы диаметром 108 мм нагреватель состоит из 13 пальцев, для трубы диаметром 325 мм - из 34 пальцев.
Нагрев осуществляется
поясом, представляющим собой одну или
несколько последовательно расположенных
секций ГЭН, суммарная длина которых
равняется длине окружности
![]() термообрабатываемого сварного соединения.
термообрабатываемого сварного соединения.
При диаметре трубы до 325 мм пояс состоит из одной секции с максимальным числом пальцев в секции 34. Необходимое число поясов ГЭН зависит от толщины стенки трубы и ширины зоны равномерного нагрева.
Максимальная температура нагрева трубы с помощью ГЭН - 1000 °С. Нагреватель позволяет производить не более 25 нагревов до 750 °С.
В качестве источника питания могут быть использованы сварочные трансформаторы, а при их отсутствии - сварочные источники постоянного тока, обеспечивающие достаточную электрическую мощность (см. приложение 14, табл.П14.1).
Техническая характеристика нагревателей типа ГЭН приведена в приложении 20 (табл.П20.1).
17.3.12. Гибкий радиационный электронагреватель (ГРЭН) (рис.17.5) конструкции НПО ЦНИИТМАШ, технические данныe которого приведены в приложении 20 (табл.П20.2), представляет собой плоскую гибкую панель, в которую вмонтированы нагревательные элементы из проволоки Х20Н80-Н или Х23Ю5Т диаметром 3,2 мм. Проволока помещена в керамические изоляторы с окнами; благодаря этим окнам обеспечивается более эффективный нагрев трубы.
Нагреватель набирается из такого числа элементов, чтобы его длина равнялась длине окружности нагреваемой трубы, а число нагревательных секций (поясов) выбирается в зависимости от требуемой ширины зоны равномерного нагрева, рассчитанной в соответствии с рекомендацией п.17.4.1.
Источником питания током может служить сварочный трансформатор или сварочный источник постоянного тока.
Максимальная температура нагрева трубы 1150 °С.
Нагреватели ГРЭН комплектуются программным блоком управления термопроцессом (БУТ), обеспечивающим измерение и регулирование температуры нагрева трубы по заданной программе. Схема подключения нагревателя ГРЭН к источнику питания приведена на рис.17.6. Технические характеристики программного блока управления термопроцессом приведены в приложении 21.
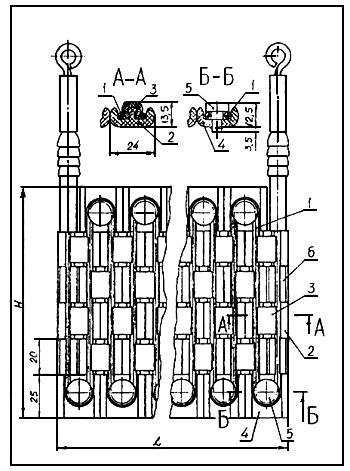
Рис.17.5. Гибкий радиационный электронагреватель ГРЭН:
1 - нагревательный элемент; 2, 4, 6 - изоляторы; 3 - замок-изолятор;
5 - пробка-фиксатор
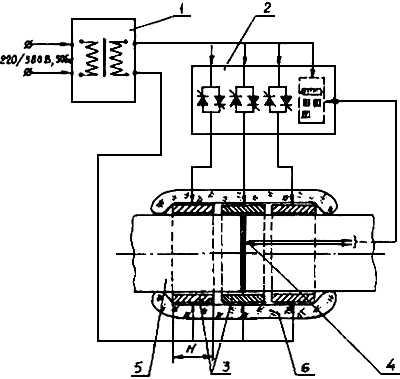
Рис.17.6. Схема подключения нагревателя ГРЭН к источнику питания:
1 - сварочный преобразователь; 2 - программный блок управления термопроцессом (БУТ); 3 - секции ГРЭН; 4 - термоэлектрический преобразователь; 5 - трубопровод; 6 - теплоизоляционный мат
17.3.13. Нагреватели типа КЭН (комбинированные электронагреватели) представляют собой сердечник из нихромовых проволок диаметром 3,6 мм (от 1 до 6 проволок), помещенный в керамические втулки. Небольшие размеры втулок придают нагревателю гибкость, позволяющую намотать его на трубу в виде соленоида. Пропуская через нагреватель постоянный ток, нагревательный элемент выполняет функцию радиационного излучателя тепла, если же нагреватель подключают к источнику переменного тока, то он, кроме того, является индуктором, нагревающим трубу индуцированным током.
Технические данные нагревателей типа КЭН приведены в приложении 20 (табл.П20.3).