Новая папка / 777 / Документация / ГОСТ_сварка / ГОСТ 16037-80(обработ)
.doc
Таблица 17
мм
#G0Условное обозна- чение |
Конструктивные элементы и размеры |
Способ |
|
e |
g |
||
сварного соеди- нения |
подготовленных кромок свариваемых деталей |
сварного шва |
сварки |
|
(пред. откл. +6) |
Номин. |
Пред. откл. |
|
|
|
|
16 |
26 |
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
22 |
30 |
2 |
±2 |
С53 |
|
|
Р ЗП; |
30 |
|
|
|
|
|
|
Ф |
32 |
33 |
|
|
|
|
|
|
36 |
35 |
3 |
+2 |
|
|
|
|
40 |
36 |
|
-3 |
|
|
|
|
45 |
37 |
|
|
|
|
|
|
60 |
46 |
|
|
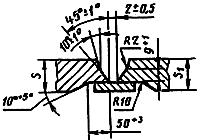
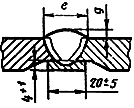
Таблица 18
мм
#G0Условное обозна- чение |
Конструктивные элементы и размеры |
Спо- соб |
|
b |
e |
g |
||||
сварного соеди- нения |
подготовленных кромок свариваемых деталей |
сварного шва |
свар- ки |
|
Но- мин. |
Пред. откл. |
Но- мин. |
Пред. откл. |
Но- мин. |
Пред. откл. |
|
|
|
|
3 |
|
|
8 |
|
|
|
|
|
|
|
4 |
|
|
9 |
+2 |
|
+1,5 |
|
|
|
|
5 |
1,5 |
+1,5 |
10 |
|
1,5 |
-1,0 |
|
|
|
|
6 |
|
-0,5 |
12 |
+3 |
|
|
|
|
|
ЗП; Р |
7 |
|
|
13 |
|
|
|
С54 |
|
|
|
8 |
|
|
14 |
+4 |
|
|
|
|
|
|
10 |
|
|
16 |
|
|
|
|
|
|
|
12 |
2,0 |
|
18 |
|
|
|
|
|
|
|
14 |
|
|
20 |
+5 |
|
|
|
|
|
|
16 |
|
|
22 |
|
|
|
|
|
|
|
18 |
|
|
24 |
|
2,0 |
+2,0 |
|
|
|
|
20 |
|
+1,0 -0,5 |
26 |
+6 |
|
-1,5 |
|
|
|
|
22 |
3,0 |
|
28 |
|
|
|
|
|
|
|
24 |
|
|
30 |
|
|
|
|
|
|
|
25 |
|
|
32 |
+7 |
|
|
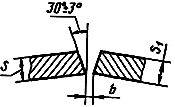
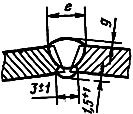
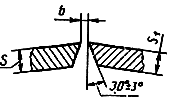
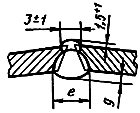
Таблица 19
мм
#G0Условное обозна- чение |
Конструктивные элементы и размеры |
Спо- соб |
|
b |
e |
g |
||||
сварного соеди- нения |
подготовленных кромок свариваемых деталей |
сварного шва |
свар- ки |
|
Но- мин. |
Пред. откл. |
Но- мин. |
Пред. откл. |
Но- мин. |
Пред. откл. |
|
|
|
|
3 |
|
|
8 |
|
|
|
|
|
|
|
4 |
2 |
+1,0 |
9 |
+2 |
|
|
|
|
|
|
5 |
|
|
10 |
|
|
+1,5 |
|
|
|
|
6 |
|
|
12 |
+3 |
1,5 |
-1,0 |
|
|
|
ЗП; Р; |
7 |
|
|
13 |
+5 |
|
|
С55 |
|
|
|
8 |
3 |
|
14 |
|
|
|
|
|
|
|
10 |
|
|
16 |
|
2,0 |
|
|
|
|
|
12 |
|
|
18 |
+6 |
|
|
|
|
|
|
14 |
|
+1,0 |
21 |
|
|
|
|
|
|
|
16 |
4 |
-0,5 |
23 |
|
3,0 |
|
|
|
|
|
18 |
|
|
25 |
|
|
+2,0 |
|
|
|
|
20 |
|
|
28 |
|
|
-1,5 |
|
|
|
|
22 |
|
|
31 |
+7 |
|
|
|
|
|
|
24 |
5 |
|
33 |
|
4,0 |
|
|
|
|
|
25 |
|
|
35 |
|
|
|
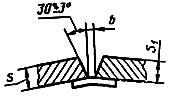


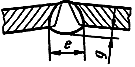
Таблица 20
мм
#G0Условное обозна- чение |
Конструктивные элементы и размеры |
Спо- соб |
|
b |
e |
g |
||||
сварного соеди- нения |
подготовленных кромок свариваемых деталей |
сварного шва |
свар- ки |
|
Но- мин. |
Пред. откл. |
Но- мин. |
Пред. откл. |
Но- мин. |
Пред. откл. |
|
|
|
|
3 |
|
|
5 |
|
|
|
|
|
|
|
4 |
|
+1,0 |
7 |
+2 |
|
|
|
|
|
|
5 |
1,5 |
-0,5 |
8 |
|
1,5 |
+1,5 |
|
|
|
|
6 |
|
|
9 |
|
|
-1,0 |
|
|
|
ЗП; Р |
7 |
|
|
10 |
+3 |
|
|
С56 |
|
|
|
8 |
|
|
12 |
|
|
|
|
|
|
|
10 |
|
|
14 |
+4 |
|
|
|
|
|
|
12 |
|
+2,0 |
16 |
|
2,0 |
|
|
|
|
|
14 |
2,0 |
-0,5 |
20 |
+6 |
|
+2,0 |
|
|
|
|
16 |
|
|
22 |
|
|
-1,5 |
|
|
|
|
18 |
|
|
24 |
|
|
|
|
|
|
|
20 |
|
|
26 |
+8 |
|
|
|
|
|
|
25-30 |
|
|
35 |
|
3,0 |
|
|
|
|
|
35-40 |
|
|
48 |
|
|
|
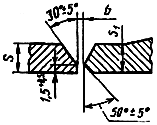
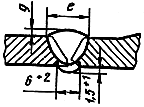
Таблица 21
мм
#G0Условное обозна- чение |
Конструктивные элементы и размеры |
Способ |
s |
K (пред. откл. +2) |
|
сварного соеди- нения |
подготовленных кромок свариваемых деталей |
сварного шва |
сварки |
|
|
|
|
|
Г |
1,0 |
2 |
|
|
|
|
1,5 |
|
Н1 |
|
|
ЗП; |
2,0 |
3 |
|
|
|
ЗН |
2,5 |
|
|
|
|
Р; |
3,0 |
4 |
|
|
|
Г |
3,5 |
5 |
|
|
|
|
4,0 |
|
|
|
|
|
5,0 |
7 |
Примечание. Допускается применение штуцеров и ниппелей с фаской. |
|||||
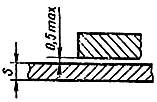

Таблица 22
мм
#G0Условное обозна- чение |
Конструктивные элементы и размеры |
Способ |
s |
K |
B, не более |
|
сварного соеди- нения |
подготовленных кромок свариваемых деталей |
сварного шва |
сварки |
|
|
|
Н3 |
|
|
ЗП; Р |
2-20 |
s |
30
(при
|
|
|
|
Г |
1,6-7,0 |
|
32 до 108 включ.) 50 (при свыше 108) |
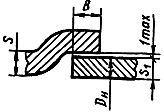
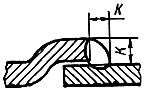
Таблица 23
мм
#G0Условное обозн- ачение |
Конструктивные элементы и размеры |
Способ |
s |
K |
|
|
сварного соеди- нения |
подготовленных кромок свариваемых деталей |
сварного шва |
сварки |
|
|
(пред. откл. ±5) |
Н4 |
|
|
ЗП; Р |
2-20 |
1, 3s |
40 (при менее 32) 50 (при св. 32 до 108 включ.) |
|
|
|
Г |
1,6-7,0 |
|
60 (при более 108) |
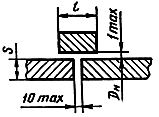
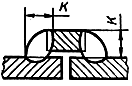
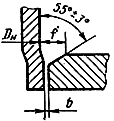
Таблица 24
мм
#G0Условное обозна- чение |
Конструктивные элементы и размеры |
Способ |
|
f |
K, не менее |
b, не более |
|
сварного соеди- нения |
подготовленных кромок свариваемых деталей |
сварного шва |
сварки |
|
|
|
|
|
|
|
|
14-25 |
|
3 |
|
|
|
|
ЗП; Р |
32-57 |
К-1 |
4 |
0,05 |
У15 |
|
|
|
76-159 |
|
5 |
|
|
|
|
|
194 |
|
6 |
|
Примечание. Значение "К" определяется при проектировании. |
|||||||