

Лабы 11-й группы / Лаба №4 / ВДГ-303
.doc
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
Государственное образовательное учреждение высшего профессионального образования
«ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Машиностроительный факультет
Кафедра оборудования и технологии
сварочного производства
ОТЧЕТ
по лабораторной работе «Изучение принципа действия и исследование электрических параметров сварочного выпрямителя с жесткой внешней вольтамперной характеристикой»
Выполнил: студент гр. 4В11
Киндышев Д.С.
Проверили: доц. Киселев А.С.
асс. Гордынец А.С.
Томск 2004
ЦЕЛЬ РАБОТЫ:
изучить конструкцию и принцип действия выпрямителя;
освоить методику экспериментального исследования электрических характеристик выпрямителя;
оценить сварочные свойства выпрямителя.
ОБОРУДОВАНИЕ и ПРИБОРЫ:
сварочный выпрямитель типа ВДГ–303;
балластный реостат типа РБ-301;
шунт измерительный 75 ШСМ, кл. точности 0,5;
вольтметр постоянного тока – 2 шт.,
соединительные проводники.
УСТРОЙСТВО И ПРИНЦИП ДЕЙСТВИЯ ОДНОПОСТОВОГО СВАРОЧНОГО ВЫПРЯМИТЕЛЯ С ЖЕСТКОЙ ВНЕШНЕЙ ВОЛЬТАМПЕРНОЙ ХАРАКТЕРИСТИКОЙ
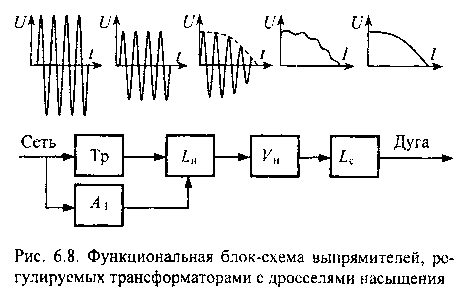
Выпрямитель, управляемый дросселем насыщения (рис. 6.8), содержит трехфазный трансформатор Тр с нормальным рассеянием, который понижает напряжение до сварочного. Отличительной особенностью таких выпрямителей является наличие дросселя насыщения LH, включенного между трансформатором Тр и выпрямительным блоком VH, который собран на неуправляемых диодах по трехфазной мостовой схеме. Для управления дросселем насыщения LH служит блок А1.
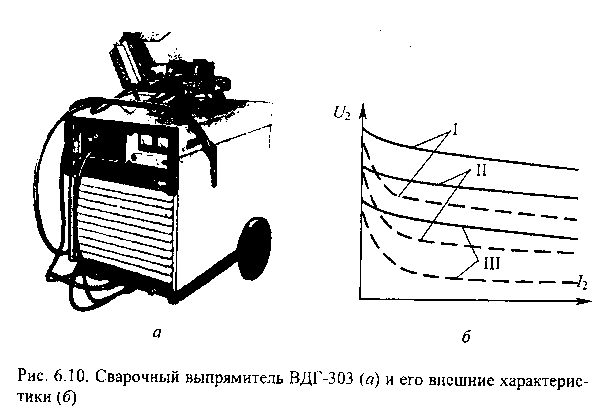
Типичным представителем источников питания с жесткими внешними характеристиками и дроссельным управлением является выпрямитель ВДГ-303 (рис. 6.10). В нем предусмотрено комбинированное регулирование напряжения: ступенчатое – переключением первичных обмоток трансформатора Тр – и плавное – реостатом в цепи обмотки управления дросселя насыщения дросселя насыщения LH.
Ступенчатое регулирование напряжения производят путем изменения коэффициента трансформации силового трехфазного трансформатора Тр с нормальным магнитным рассеянием. Первичные обмотки переключаются пакетно-кулачковым переключателем на три рабочих положения. На первой ступени (I) первичные обмотки трансформатора включаются треугольником (при этом используется часть витков), что обеспечивает максимальное выпрямленное напряжение. На второй ступени (II) первичные обмотки также включаются в треугольник (при этом используется все витки). На третьей ступени (III) первичные обмотки включаются звездой, что обеспечивает минимальное напряжение на нагрузке.
Дроссель насыщения LH выполнен на шести витых разрезных сердечниках, на которых намотано по одной рабочей обмотке. Три последовательно соединенных катушки обмотки управления охватывают каждая по два сердечника. Также выполнена и обмотка смещения. Питание обмотки управления осуществляется от блока управления А1 через выпрямитель V1 стабилизированным напряжением, а обмотки смещения – от вторичных обмоток силового трансформатора через выпрямительный блок.
Силовой выпрямительный блок FH собран по трехфазной мостовой схеме. Последовательно с диодами включены рабочие обмотки дросселя насыщения, что и обеспечивает формирование характеристик особой формы, причем на жестком участке наклон не превышает 0,04 В/А. Сглаживающий дроссель LС снижает разбрызгивание электродного металла и повышает стабильность сварочного процесса, а его индуктивность плавно и автоматически регулируется в зависимости от режима сварки.
Выпрямитель снабжен быстродействующим автоматическим выключателем, магнитным пускателем, контрольными приборами, а также вентилятором, пусковой аппаратурой и аппаратурой питания приводов полуавтомата для механизированной сварки в углекислом газе.
Сварочные свойства выпрямителя с дросселем насыщения хорошие. Повышенное напряжение холостого хода, в 1,5...3 раза превышающее напряжение нагрузки, способствует надежному начальному возбуждению дуги. Устойчивое горение дуги обеспечивается во всем диапазоне регулирования напряжения, за исключением самого низкого напряжения, так как не обеспечивается режим непрерывного тока. Для устранения этого недостатка используют ступенчатое регулирование. Для повышения устойчивости процесса сварки использован специальный сглаживающий дроссель, индуктивность которого автоматически изменяется в соответствии с заданным режимом сварки. Это снижает разбрызгивание во всем диапазоне регулирования. Кратность плавно-ступенчатого регулирования сварочного напряжения превышает 2,5, что вполне отвечает технологическим требованиям.
СОДЕРЖАНИЕ И ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Изучить устройство, электрическую схему сварочного выпрямителя и принцип его действия (способ формирования жесткой внешней вольтамперной характеристики и регулирования напряжения).
Разработать схему проведения эксперимента по определению наклона внешней вольтамперной характеристики выпрямителя и диапазона регулирования напряжения.
Собрать электрическую схему для проведения эксперимента.
Снять показания измерительных приборов при крайних положениях переключателя ступеней и регулятора напряжения (изменяя сопротивление нагрузки дискретно в пределах: ∞…0, Ом) и занести их значения в таблицу.
Построить внешние вольтамперные характеристики выпрямителя U2=f(I2) при крайних положениях переключателя ступеней и регулятора напряжения.
Определить пределы регулирования напряжения при различных положениях переключателя ступеней и регулятора при токе нагрузки 100 А.
Определить степень перекрытия диапазонов напряжения при токе нагрузки 100
Таблица измерений
Ступени регулирования |
Положение регулятора |
Ток I, A |
Напряжение U, B |
I
|
min |
0 |
58 |
18 |
38 |
||
21 |
32 |
||
28 |
30 |
||
40 |
30 |
||
46 |
30 |
||
60 |
30 |
||
80 |
29 |
||
100 |
29 |
||
140 |
28 |
||
210 |
25 |
||
max |
0 |
59 |
|
20 |
51 |
||
30 |
50 |
||
50 |
50 |
||
80 |
48 |
||
100 |
48 |
||
130 |
46 |
||
160 |
45 |
||
220 |
44 |
||
280 |
42 |
||
340 |
40 |
||
II |
min |
0 |
45 |
10 |
32 |
||
20 |
22 |
||
20 |
20 |
||
30 |
18 |
||
40 |
18 |
||
60 |
18 |
||
80 |
18 |
||
100 |
18 |
||
120 |
16 |
||
max
|
0 |
45 |
|
10 |
40 |
||
20 |
38 |
||
40 |
38 |
||
60 |
36 |
||
70 |
36 |
||
100 |
35 |
||
120 |
35 |
||
160 |
32 |
||
210 |
32 |
||
260 |
30 |
||
III |
min |
0 |
34 |
10 |
18 |
||
10 |
16 |
||
20 |
12 |
||
20 |
8 |
||
30 |
7 |
||
50 |
6 |
||
III |
max |
0 |
34 |
20 |
24 |
||
40 |
24 |
||
60 |
23 |
||
80 |
22 |
||
110 |
22 |
||
140 |
21 |
||
160 |
20 |
Степень перекрытия :
U2max –U1min =35,5-29=6,5 B;
U3max-U2min=22-17=5 B .
Диапазон регулирования напряжений :
U1max-U3min=47-6=39 В.

Вывод: в ходе проделанной лабораторной работы мы использовали сварочный выпрямитель ВДГ-303. Он предназначен для сварки плавящимся электродам в среде защитных газов. Этот выпрямитель имеет ряд особенностей: наличие дросселя насыщения, а так же ступенчатое и плавное регулирование напряжения. Диапазон регулирования от 6 до 47 В. Ступенчатое регулирование обеспечивается за счет изменения коэффициента трансформации силового трансформатора. Плавное регулирование осуществляется реостатом в цепи обмотки управления дросселя насыщения. Ток короткого замыкания превышает рабочий, примерно в 2 раза, что благоприятно для процесса сварки плавящимся электродом.
Большим недостатком ВДГ-303 является его большой вес, что делает его перемещение довольно проблематичным.