

6.8.4.6.21. Ремонт сварных соединений по результатам радиографического контроля следует выполнять ручной дуговой сваркой в соответствии с разделом 7.4 настоящей Инструкции.
6.8.4.6.22. Сварка по данному технологическому варианту следует осуществлять на основании операционной технологической карты, разработанной для труб конкретного типоразмера и уточненной по результатам аттестации технологии.
Р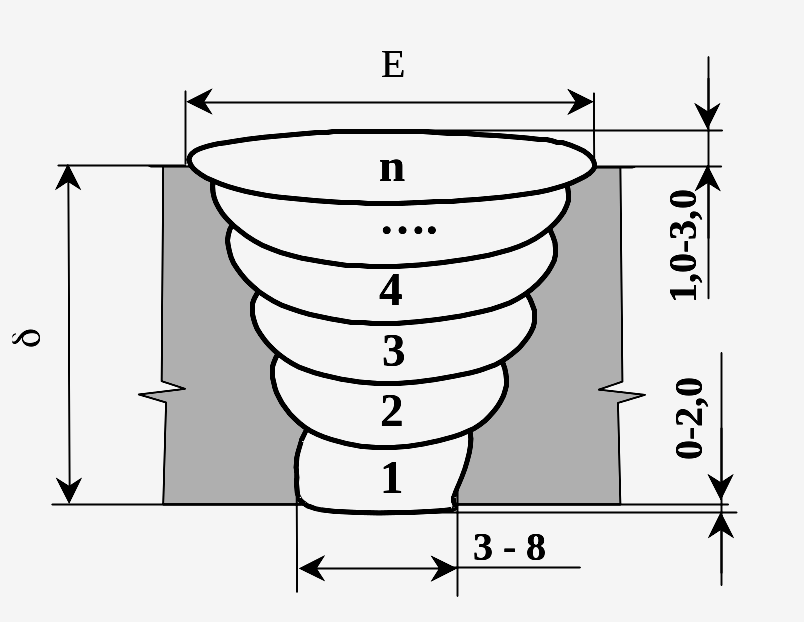 ис.
6.8.4.3. Схема
сварного шва выполненного автоматической
сваркой на оборудовании CWS.02.
ис.
6.8.4.3. Схема
сварного шва выполненного автоматической
сваркой на оборудовании CWS.02.
Таблица 6.8.4.1
Режимы сварки стыков 1020 1220мм
Параметры |
Режимы сварки |
|||||
Наименование слоя |
||||||
Корневой |
1-й заполня-ющий |
2-й заполня-ющий |
3-й заполня-ющий |
4-й заполня-ющий
|
Облицо-вочный |
|
Направление сварки |
на спуск |
На спуск |
На спуск |
на спуск |
На спуск |
на спуск |
Скорость сварки, м/ч |
34,8 – 51,6 |
27,0 – 30,0 |
21,0 –23,4 |
20,4 –22,8 |
19,2 – 22,8 |
6,6 – 13,8 |
Диаметр проволоки, мм |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
Скорость подачи электродной проволоки, м/мин |
11 – 11,6 |
9,4 – 11,0 |
9,5 – 10,3 |
9,5 - 10,3 |
7,1 – 8,0 |
3,0 - 6,2 |
Вылет электрода, мм |
8 - 12 |
10 -14 |
10 - 14 |
10 - 14 |
10 - 14 |
8 - 12 |
Защитный газ Ar/CО2 * |
0/100 |
0/100 |
40/60 |
40/60 |
40/60 |
60/40 |
Расход газа, л/мин. |
25 - 28 |
25 - 28 |
25 - 28 |
25 - 28 |
25 - 28 |
25 - 28 |
Сила тока, А |
240 - 290 |
220 - 270 |
200 - 245 |
200 - 245 |
200 - 245 |
119 - 170 |
Напряжение на дуге, В |
22,2 - 23,8 |
21,8 - 22,4 |
20,6 - 21,0 |
20,6 - 21,2 |
19,0 - 20,0 |
15,8 - 18,8 |
Скорость колебаний электрода, см/мин. |
176 - 200 |
260 - 270 |
250 - 270 |
250 - 270 |
220 - 254 |
90 - 180 |
Амплитуда колебаний электрода, мм |
0,5 - 1,5 |
4,0 - 4,5 |
5,0 - 5,5 |
6,0 - 6,5 |
7,0 - 7,5 |
9,0 – 9,5 |
Задержка электрода в крайних положениях, с |
0,00 – 0,32 |
0,24-0,32 |
0,20-0,24 |
0,20-0,26 |
0,20-0,32 |
0,00-0,38 |
Угол наклона электрода, градус |
±5 |
±5 |
±5 |
±5 |
±5 |
±5 |
* - допускаются отклонения процентного содержания компонентов в газовой смеси в пределах 10 % от указанного в таблице.