

6.7. Технология автоматической сварки в защитных газах на оборудовании фирмы сrс-Еvans aw.
6.7.1.Область применения и особенности технологии
Система автоматической сварки «СRС-Еvans AW” предназначена для двухсторонней сварки неповоротных стыков труб диам. 630 – 1420 мм. В ней реализован процесс сварки тонкой электродной проволокой сплошного сечения в среде защитных газов. Конструкция и состав оборудования обеспечивают комплексное решение автоматизации сварки неповоротных стыков линейной части магистральных нефтепроводов, основанное на следующих технологических подходах:
повышение производительности сварки за счет уменьшения объема наплавленного металла при использовании специальной узкой разделки и сборки без зазора кромок в сочетании с повышенным коэффициентом наплавки при сварке тонкой электродной проволокой;
использование быстродействующего пневматического центратора и сокращение времени сборки стыка, т.к. нет необходимости устанавливать зазор;
сокращение времени сварки корня шва за счет применения многоголовочного сварочного автомата;
обеспечение высокого темпа производства работ на трассе магистрального нефтепровода за счет высокой скорости сварки и совмещения сварки корневого шва и первого наружного шва (горячего прохода);
компенсация неточностей сборки, обеспечение гарантируемого качества корневого слоя и всего шва в целом за счет применения процесса двухсторонней сварки.
6.7.2. Состав оборудования.
Комплекс "СRС-Еvans АW" состоит из следующих основных единиц оборудования:
станков для обработки кромок труб под специальную разделку;
индукционной установки (или кольцевого подогревателя) для предварительного подогрева концов труб;
установки внутренней сварки, представляющей собой самоходный внутренний пневматический центратор с многоголовочным сварочным автоматом встроенным между рядами жимков для сварки изнутри трубы;
агрегата энергообеспечения установки внутренней сварки с компрессором для пневматического центратора;
автоматов (сварочных головок) наружной сварки с направляющими поясами;
агрегатов энергообеспечения постов наружной сварки с защитными палатками;
передвижной мастерской для наладки и ремонта оборудования и хранения запасных частей;
вспомогательного оборудования.
6.7.3. Состав основных технологических операций.
6.7.3.1. Раскладка труб.
Трубы или трубные секции укладывают на бровке траншеи на инвентарных лежках под углом к оси траншеи таким образом, чтобы к торцам труб был свободный доступ. Расстояние от грунта до нижней образующей трубы должно быть не менее 450 мм. В процессе раскладки необходимо провести осмотр труб, исправить или вырезать участки труб с поверхностными дефектами в соответствии с требованиями раздела 6.1 настоящей Инструкции.
6.7.3.2. Подготовка и обработка торцов труб.
Обработку концов труб производят кромкострогальными станками. Для соединения труб с одинаковой толщиной стенки обработка должна быть произведена в соответствии со схемой, приведенной на рис. 6.7.3.1(а). В случае соединения разнотолщинных труб разделку более толстостенной трубы следует производить в соответствии со схемой, приведенной на рис. 6.7.3.1(б). При этом соотношение номинальных толщин труб S2 / S1 должно быть не более 1,5.
Прилегающие к торцам внутренняя и наружная поверхности труб должны быть зачищены до чистого металла на ширину не менее 10 мм. После механической обработки кромок следует зашлифовать наружное усиление заводского продольного или спирального шва на длине 10 – 15 мм от торца, таким образом, чтобы его высота на торце была в пределах 0,5-1,0 мм.
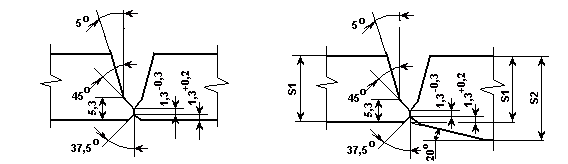
а) б)
Рис. 6.7.3.1. Разделка кромок труб для двухсторонней автоматической сварки в защитных газах на оборудовании СRC- Evans AW:
а) для труб с одинаковой толщиной стенки;
б) для разнотолщинных труб.
Перед обработкой торца после газовой резки следует зашлифовать "заподлицо" с внутренней поверхностью трубы внутреннее усиление продольного или спирального шва на длину не менее 50 мм от торца.