

2.9.13. Муфтовые сварные соединения
2.9.13.1. Муфтовые соединения разрешаются при сварке труб диаметром до 59 мм из стали марок Ст3, 10, 20 или из аналогичных им.
2.9.13.2. Конструкция сварного соединения должна соответствовать ГОСТ 16037-80 "Соединения сварные стальных трубопроводов, основные типы, конструктивные элементы и размеры".
2.9.13.3.
Муфта должна быть изготовлена в
соответствии с требованиями ГОСТ
16037-80 из труб соответствующих типоразмеров
для обеспечения зазора между трубой и
муфтой 1 ±0,5 мм и из стали аналогичного
уровня класса прочности. Длина муфты
![]() должна быть не менее 50 мм (рис.14).
должна быть не менее 50 мм (рис.14).
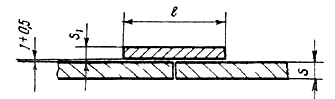
Рис.14. Размеры муфтового соединения
2.9.13.4. Сварку следует осуществлять на минимальных токах, регламентированных заводом-изготовителем и обозначенных на этикетках электродных пачек электродами с основным видом покрытия типа Э42А или Э50А, указанных в табл.10 настоящих ВСН.
2.9.13.5. Усиление должно быть не более 1 мм для соединений, выполненных в нижнем положении и не более 2 мм - в остальных положениях; ослабление - не более 2 мм во всех пространственных положениях.
2.9.13.6. Сварные швы не должны иметь видимых дефектов (подрезов, пор, незаплавленных кратеров, трещин).
2.9.13.7. При контроле допускных сварных соединений, а также при испытаниях электросварщиков следует испытывать муфтовые сварные соединения на растяжение и на сплющивание по ГОСТ 6996-66 (см. приложение 1).
Все муфтовые сварные соединения подвергаются контролю с применением цветной красящей дефектоскопии (ЦКД) по ОСТ 36-76-83. Дополнительно к 100%-ному контролю ЦКД 1% муфтовых сварных соединений в процессе сварки подвергается механическим испытаниям на растяжение и сплющивание. При этом для механических испытаний выбираются соединения, самые худшие по внешнему виду.
2.10. Ремонт сварных соединений
2.10.1. Ремонт сварных соединений, выполненных дуговой сваркой, производится в случаях, предусмотренных п.4.34 СНиП III-42-80 и приложением 2.
2.10.2. Ремонт участков сварных швов, имеющих дефекты, осуществляют путем их вышлифовки с помощью абразивных кругов с последующей заваркой ручной дуговой сваркой в соответствии с п.4.35 СНиП III-42-80.
Примечания: 1. Допускается удалять с помощью газовой резки или воздушно-дуговой строжки участки, имеющие дефекты, с последующей зачисткой мест реза абразивным инструментом.
2. Удаление участков сварных швов, имеющих дефекты, с помощью газовой или поверхностной воздушно-дуговой резки допускается только при длине участков не менее 200 мм и сварных соединений из сталей всех уровней прочности, кроме сталей термического упрочнения.
2.10.3. Если после ремонта по периметру стыка обнаружены неудаленные дефекты, разрешается их дополнительная вышлифовка с последующей заваркой. Повторный ремонт одного и того же дефекта не разрешается.
2.10.4. Ремонт сварных швов стыков труб диаметром до 1020 мм выполняют только снаружи, а труб диаметром 1020 мм и более - как снаружи, так и изнутри в зависимости от глубины залегания дефектов.
2.10.5. Ремонт сварных стыков труб диаметром 1020 мм и более снаружи трубы осуществляют, если недопустимые дефекты расположены в заполняющих и облицовочном слоях шва. Трубопровод ремонтируют изнутри, если недопустимые дефекты расположены в корневом слое шва, горячем проходе и подварочном слое шва и возможен доступ к месту ремонта. В случае вышлифовки дефектного участка трубы она должна вестись шлифовальной машинкой с напряжением не более 36 В. Место расположения дефекта определяет и отмечает дефектоскопист ПИЛа.
2.10.6. Места ремонта и номер ремонтируемого стыка трубы указываются несмываемой краской.
2.10.7. Разметку для последующей вышлифовки участков сварного шва с дефектами снаружи трубы выполняют таким образом, чтобы длина вышлифованных участков сварного шва превышала длину исправляемого дефектного участка не менее чем на 30 мм в каждую сторону.
2.10.8. Разметку участков сварного шва, имеющего дефекты изнутри трубы, проводят с помощью кольцевого шаблона с нанесенными делениями, которые соответствуют показаниям мерного пояса.
Как и при наружном ремонте, длина удаляемых участков сварного шва изнутри трубы должна превышать размеры исправляемого дефектного участка не менее чем на 30 мм в каждую сторону.
2.10.9. Разделка выбранных под сварку участков с дефектами должна соответствовать виду дефекта и обеспечивать качество выполнения сварочных работ.
Ширина выбранного участка сварного шва с дефектом зависит от толщины стенки свариваемых труб:
Толщина стенки трубы, мм
|
Ширина удаляемого участка, мм |
До 5
|
До 8 |
Свыше 5-10
|
10-12 |
Более 10
|
13-20 |
Глубину выбранного участка определяют глубиной замеченного дефекта. Перед выполнением сварочных ремонтных работ следует в зоне сварки удалить ржавчину и влагу, а также следы изоляции.
2.10.10. Ремонт одного стыка разными сварщиками запрещается.
2.10.11. Все отремонтированные участки стыков должны быть подвергнуты внешнему осмотру, радиографическому контролю и удовлетворять требованиям п.4.32 СНиП III-42-80.