

Лабораторная работа № 6
“ Программирование обработки корпусной детали на многооперационном станке”
Цель работы:
Изучение особенностей программирования горизонтально фрезерно-сверлильно-расточного станка с инструментальным магазином модели 6902 ПМФ2 с устройством числового программного управления «Размер 2М», подготовка управляющих программы, обучение работы на станке.
Содержание работы
Изучение принципа программирования и подготовка управляющей программы;
Отработка программы на станке;
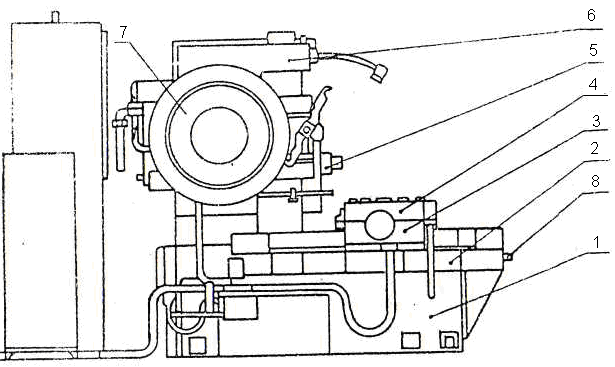
Рис.1.
Общая компоновка и конструктивные особенности станка
Компоновка станка характеризуется наличием крестового поворотного стола, расположением шпиндельной головки внутри одностоичной колонны и инструментального магазина на ее боковой стенке.
Базовой деталью станка (рис.1.) является основание 1, на котором монтируется колонна 6 и крестовый поворотный стол 4. В задней части основания размещен электродвигатель главного движения, в передней – редуктор, транспортный винт и зажим продольного перемещения 2.
На боковой части расположен зажим поперечного перемещения 3.
К верхней плоскости основания крепится колонна 6, по вертикальным направляющим которой перемещается шпиндельная головка 5. Привод вертикального перемещения и транспортный винт крепятся к верхней плоскости колонны, привод вращения шпинделя – к ее передней плоскости. На левой боковой стенке колонны размещен механизм смены инструмента 7, на правой стенке пульт управления и коррекционная система перемещения шпиндельной головки.
По горизонтальным
направляющим основания перемещается
крестовый поворотный стол 4, осуществляющий
продольное и поперечное перемещение
обрабатываемых деталей, а также их
поворот на 360![]() вокруг вертикальной оси. На столе
расположен зажим поворотного стола 8.
вокруг вертикальной оси. На столе
расположен зажим поворотного стола 8.
Внутри стола размещены привод поперечного перемещения и поворота стола, коррекционная система поперечного перемещения, круговой датчик.
Вся электроаппаратура управления расположена на пульте станка.
Конструктивными особенностями станка являются:
Размещение шпиндельной головки внутри колонны между ее управляющими. Это повышает жесткость и точность станка, упрощает конструкцию механизма смены инструмента;
Применение замкнутых роликовых направляющих качения типа «танкеток» и беззазорных шариковых пар, что повышает долговечность станков, плавность перемещения рабочих органов и КПД их приводов;
Применение в качестве приводов главного движения и подач электродвигателей постоянного тока с широким диапазоном регулирования, что улучшает эксплуатационные качества станка и сокращает длину кинематических цепей;
Программирование координат стола, салазок и шпиндельной головки, автоматический зажим их при остановке, программирование режимов обработки, автоматический выбор и смена инструмента по программе;
Контроль выполнения программы осуществляется с помощью цифровой индикации.
Система чпу «Размер 2м»
Система числового программного управления станками «Размер 2М» находит широкое применение для управления расточными, фрезерными и многооперационными станками, обеспечивая в полном объеме автоматическое управление станком при позиционировании и прямоугольном формообразовании.
Система «Размер 2М» обеспечивает управление позиционированием и перемещением параллельно осям координат станка различных его узлов и механизмов, управление механизмом автоматической смены инструментов по программе, заданной от перфоленты или органами ручного управления, а также цифровую индикацию, введенной программы и положения перемещаемых по программе органов станка на экране.
С точки зрения классификационных признаков СЧПУ «Размер 2М» относится:
По технологическому назначению – к классу систем позиционирования и прямоугольного формообразования;
По типу привода подачи – к классу систем со ступенчатым приводом;
По уровню автоматизации – к классу систем с управлением скорости подачи, главного движения, управления постоянными циклами, коррекцией размеров по длине и диаметру, а также управлением автоматической смены инструмента из магазина;
По способу представления программы – к классу систем с программой в кодированном виде;
По способу задания размеров в программе – к классу систем с заданием размеров в абсолютных значениях.
Кодирование подготовительных функций
В системе предусматриваются три группы подготовительных функций:
группа учета знака установки размера или коррекции размера инструмента (G 40, G 45
 G
52);
G
52);группа функций режимов позиционирования (G 53, G 60 G69)
группа постоянных автоматических циклов (G 80 G 82, G 84 - 88 и
G 90 - 98).