

Лекции ТСП_2 / L_7.doc
.docЛекция 7
Жесткие технологические пробы с приложением внешней нагрузки
(Имплант-тест ИСО 17642-3)
Данный вид испытаний применим в основном для углеродистых, марганцевистых и низкоуглеродистых сталей.
Испытания применяются для оценки восприимчивости к холодным трещинам основного металла при сварке РДС, полуавтоматической сварке в защитных газах и АДФ.
Если необходимо оценить фиксированный режим сварки, то выполняется только одно испытание.
Надрез должен располагаться в ЗТВ шва (рис. 4).
Имплант-тест
Размеры составных частей имплант-теста представлены на рис. 1-3 и в таблице 1.

Рис. 1 Имплант-тест
1 Измерение температуры; 2 Направление сварки; 3 Вставка; 4 Нагрузка F
Минимальная длина укладываемого валика должна быть не меньше 150 мм.
Минимальное расстояние от края пластины до сварного валика не менее 100 мм.
Обычно используются вставки диаметром 8 мм, но для маленьких пластин используются вставки диаметром 6 мм.
Если сварка выполняется с подогревом, то образец должен быть подогрет любым подходящим способом.
Каждый шов укладывается за один проход в одном направлении в горизонтальном положении. Допускается автоматическая и механизированная сварка.
Проплавление должно быть таким, чтобы надрез вставки располагался в крупнозернистой зоне ЗТВ (рис. 4).

Рис. 2 Вставка (винтовая)
После сварки имплант-тест подвергается статической нагрузке при температуре ТL , зависящей от температуры подогрева TV.
если ТV≤ 100 °C , то 100°С < ТL< 150°С
если ТV>100 °C , то ТL= TV +150°С

Рис.3 Вставка (кольцевая)
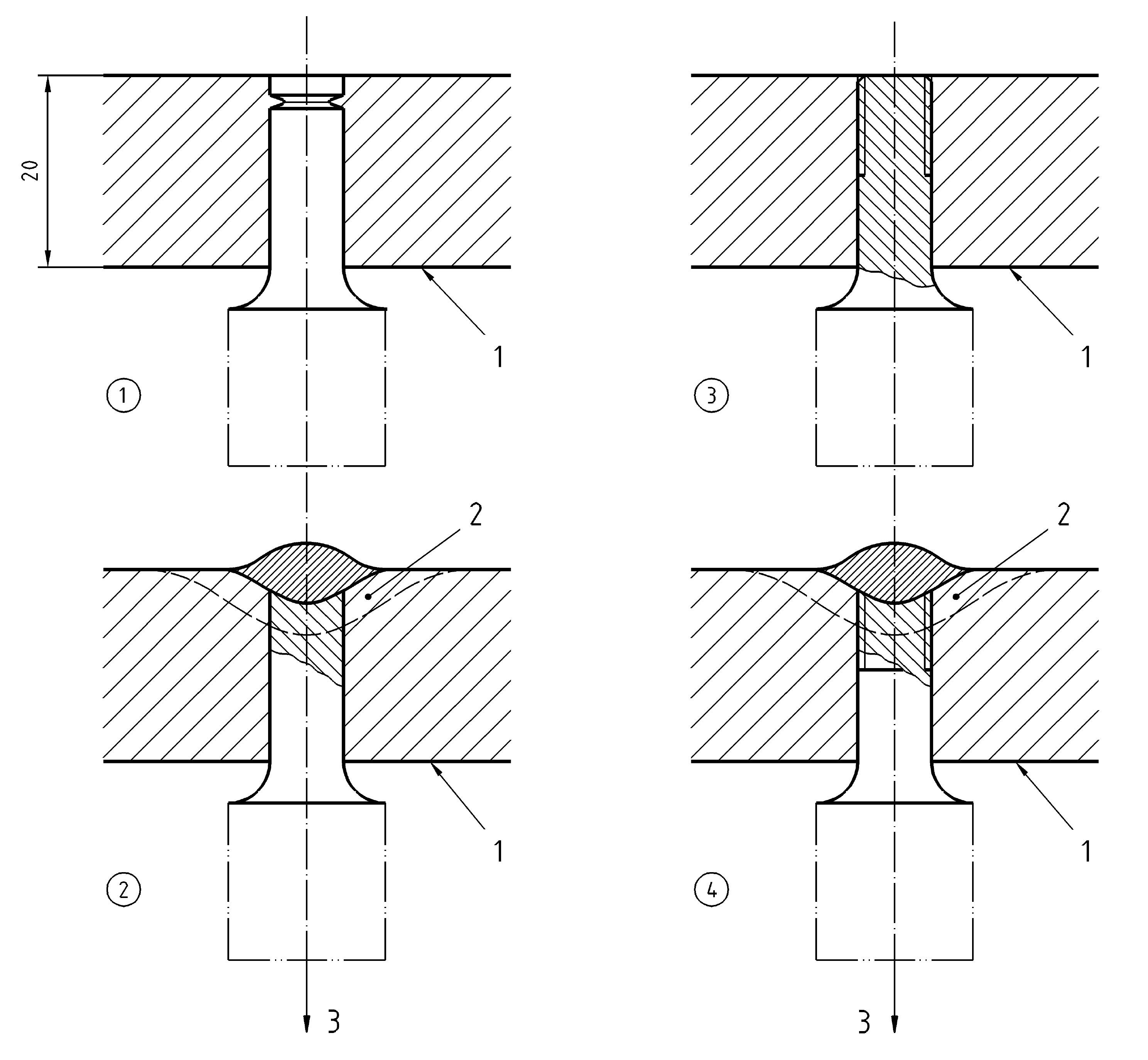
Рис. 4 Извлечение вставки
1 – пластина; 2 – ЗТВ; 3 – нагрузка.
Таблица 1
|
Пластина |
Вставка |
||
|
толщина |
20 мм |
длина |
зависит от оборудования |
|
ширина длина |
200 мм 300 мм |
диаметр d |
6 –0.05+ 0 8- 0.05+0 |
|
диаметр отверстия D |
D-d=(.05-.15) мм |
вид надреза |
винтовой, кольцевой, V-образный |
|
материал |
сталь как у вставки |
угол в надрезе α |
(40 ±2)° |
|
расстояние а |
≥ 33 мм |
глубина надреза t |
(.5±.05) мм |
|
кол-во отверстий |
≥ 4 |
радиус в надрезе R |
(.1±.01) мм |
|
|
|
шаг |
(1±.02) мм |
Образец должен медленно нагружается заданной нагрузкой в течении от 20 до 60 секунд и до того, как температура достигнет 100 °С или заданной температуры.
Образец разгружается после выдержки под нагрузкой не менее 16 часов.
Прикладываемая нагрузка определяется из формулы
![]() ,
,
где σj часто выбирается равной пределу текучести.
Нагрузка должна прикладываться с точностью ± 1% в течение всего периода нагружения. Образец должен быть свободен от изгиба, вращения или ударной нагрузки.
Во время охлаждения образца контролируется время охлаждения от 800 до 500 °С и от 300 до 100 °С.
Если применяется послесварочная термообработка с температурой выше 100 °С, то контролируется только время охлаждения от 800 до 500 °С.
Температура определяется с помощью термопары, расположенной либо в точке ЗТВ нагреваемой выше 1100 °С, либо термопарой расположенной в шве.
Образец может быть разрушен до того, как нагрузка достигнет заданной. В этом случае регистрируется нагрузка и время разрушения.
Если разрушение не произошло возможна регистрация трещин при увеличении от 400 до 600 раз в трех продольных сечениях расположенных вдоль шва, согласно рисунку 5.

Рис. 5 Расположение продольных секций 1, 2, 3 для металлографического анализа и измерения твердости.