

ТКМ / Сборник задач ТКМ
.pdf
|
|
|
|
|
|
Таблица 23 |
|
Особенности основных типов сварных конструкций, |
|||||
|
применяемых в машиностроении |
|
||||
|
|
|
|
|
|
|
|
Наименование |
Доминирующие |
|
Применяемые |
Типы составных |
|
|
конструкций |
требования |
|
способысварки |
элементов |
|
|
|
|
|
|
|
|
|
|
|
Прочностьпо |
|
Автоматиче- |
|
Балки и колонны |
поперечномуизги- |
ская сварка |
Листовые |
|||
|
|
|
буилисжатию |
|
под флюсом |
|
Оболочковые (емкости, |
Герметичность |
|
Автоматическая |
Листовые полот- |
||
сосуды, трубы, резервуа- |
при избыточном |
|
сваркавстык |
нища или секции |
||
ры, газгольдеры) |
давлении |
|
подфлюсом |
|
||
Корпусныетранспортные |
Прочность |
|
Автоматиче- |
Изогнутые листо- |
||
конструкции(корпуса |
|
|||||
судов, вагонов, кузова |
и жесткость |
|
ская дуговая |
вые |
||
автомобилей) |
|
|
и контактная |
|
||
|
|
|
|
|||
|
|
|
|
|
|
Ограничения от- |
Детали машин |
Определяются |
|
Ограничения |
сутствуют. Диапа- |
||
|
зон толщин от |
|||||
и приборов |
конструкцией |
|
отсутствуют |
десятых долей |
||
изделия |
|
|||||
|
|
|
|
|
миллиметра до |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сотен миллиметров |
|
|
|
|
|
|
Таблица 24 |
|
Общие характеристики комбинированных заготовок |
|||||
|
|
|
|
|
|
|
Группа заготовок |
|
|
Способы |
|
|
|
Характеристики |
|
изготовления |
|
Область |
Характеристики |
|
|
|
|
||||
|
изделия |
|
составных |
|
применения |
эффективности |
|
|
|
элементов |
|
|
|
|
|
|
|
|
|
|
|
Большиегабариты |
|
|
|
|
|
|
заготовки. Наличие |
|
|
Станины прес- |
|
|
|
сочетанийстенок |
|
|
сов, прокатных |
|
|
-литые |
толщинойболее |
|
Литье в песча- |
станов, станков; |
Сокращение объе- |
|
30 мм со стенками |
|
ные формы при |
корпуса редук- |
ма механической |
||
малых сечений. |
|
машинной фор- |
торов; картеры |
обработки. Воз- |
||
Сварно |
Наличие сочетаний |
|
мовке. Литье в |
тепловозных |
можное снижение |
|
стенок постоянного |
|
кокиль. Литье |
двигателей; |
|||
|
себестоимости на |
|||||
сечения толщиной |
|
под давлением. |
толстостенные |
|||
|
до 30 мм с фасон- |
|
Резка проката |
сосуды; детали |
10 – 25 % |
|
|
ными профилями |
|
|
подвижного |
|
|
|
переменного сече- |
|
|
состава |
|
|
|
ния |
|
|
|
|
|
130
|
|
|
|
Окончание табл. 24 |
|
|
|
|
|
Группа заготовок |
изделия |
ныхэлементов |
применения |
эффективности |
|
Характеристики |
Способыизго- |
Область |
Характеристики |
|
товлениясостав- |
|||
|
|
|
|
|
Штампосварные |
Заменалитыхи |
|
|
Увеличение произво- |
штампованныхзаго- |
ная штамповка |
валы |
||
элементов, получен- |
заготовок. Снижение |
|||
|
товок. Большиегаба- |
Листовая штам- |
Рамы; кожу- |
дительности. Сниже- |
|
ритызаготовки. |
повка. Резка |
хи; ободья; |
ние материалоемко- |
|
Изготовлениезагото- |
проката. Сво- |
емкости; |
сти. Возможность |
|
вокизотдельных |
бодная ковка. |
крупные |
изготовления сложных |
|
|
Горячая объем- |
|
|
|
ныхобработкой |
|
|
себестоимости |
|
давлением |
|
|
|
|
|
|
|
Снижениемассызаго- |
-литые |
|
|
|
товкидо30 %. Упро- |
Большие габариты |
Необходимые |
Валы и дис- |
щениетехнологии |
|
изготовлениясостав- |
||||
ковано- |
заготовки. Исполь- |
способы литья и |
ки турбин; |
ныхэлементов. Сокра- |
|
зование материалов |
обработки дав- |
рамы; круп- |
щениедлительности |
Сварно |
с разными свойст- |
лением. Резка |
ные зубча- |
производственно- |
вами |
проката |
тые колеса |
технологическогоцикла |
|
|
|
|
|
(сокращениедлительно- |
|
|
|
|
стиподготовки |
|
|
|
|
производства) |
При изготовлении отливок необходимо учитывать конструктивные особенности деталей и способов литья в соответствии с данными табл. 25–28.
|
|
|
|
|
|
Таблица 25 |
Толщина стенок отливок при различных способах литья |
||||||
|
|
|
|
|
|
|
|
|
|
Наименьшая |
|
|
Наимень- |
Мате- |
Характеристика |
|
Материал |
Характеристика |
шаятолщи- |
|
|
толщина |
|||||
риал |
отливки |
|
стенки, мм |
|
отливки |
настенки, |
|
|
|
|
|
мм |
|
|
|
|
|
|
|
|
|
|
|
Литьевпесчаныеформы |
|
||
Сталь |
Мелкие(до2 кг) |
|
8 |
Бронзы |
Наибольшаяпро- |
|
углеро- |
|
оловянные |
тяженностьстенки, |
|
||
дистая |
Средние(2–50 кг) |
|
12 |
|
мм: |
3 |
|
Крупные(свыше |
|
20 |
|
до50 |
|
|
50 кг) |
|
|
|
свыше50 до100 |
5 |
Сталь |
На 20 – 40 % больше, чем для |
|
» 100 » 200 |
6 |
||
низко- |
отливок из |
углеродистой |
|
» 200 » 600 |
8 |
|
легиро- |
стали |
|
|
|
|
|
ванная |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
131 |
Окончание табл. 25
|
|
Наи- |
|
|
Наимень- |
Мате- |
Характеристика |
меньшая |
|
Характеристика |
|
Материал |
шаятол- |
||||
риал |
отливки |
толщина |
отливки |
щина |
|
стенки, |
|
||||
|
|
|
|
стенки, мм |
|
|
|
мм |
|
|
|
|
|
|
|
|
|
|
|
Литьевпесчаныеформы |
|
||
Чугун |
Мелкие(до2 кг) |
3–4 |
Специаль- |
Мелкие(до2 кг) |
До6 |
серый |
Средние(2–50 кг) |
6–8 |
ныебронзы |
Средние(2–50 кг) |
До8 |
|
Крупные(св. 50 кг) |
10–20 |
илатуни |
|
|
Чугун |
На15 –20 % больше |
, чем |
Кремниевые |
|
|
высо- |
дляотливокизсерогочугу- |
бронзы |
– |
До4 |
|
копроч- |
на |
|
|
||
ный |
|
|
|
|
|
|
|
|
|
|
|
Чугун |
Размерыплощади |
|
Алюминие- |
Наибольшаяпротя- |
|
ковкий |
стенки, мм: |
2,5–3,5 |
выесплавы |
женностьстенки, мм: |
3–5 |
|
50×50 |
|
до200 |
||
|
100×100 |
3–4 |
|
свыше200 до800 |
5–8 |
|
200×200 |
3,5–5,5 |
Магниевые |
Мелкие |
4 |
|
350×350 |
4–5,5 |
сплавы |
Средние(протяжен- |
6 |
|
500×500 |
5–7 |
|
ностьнеболее400 мм) |
|
|
|
|
Цинковые |
– |
До3 |
|
|
|
сплавы |
||
|
|
|
|
|
|
|
|
Литьевкокиль |
|
|
|
|
|
|
|
|
|
Маг- |
Площадьстенки |
3 |
Чугун |
Площадьстенки, см2: |
4 |
ниевые |
до30 см2 |
|
до25 |
||
сплавы |
|
|
|
свыше25 до125 |
6 |
Алюми- |
|
3–4 |
|
свыше125 |
15 |
ниевые |
|
|
|
|
|
сплавы |
|
|
|
|
|
Бронзы |
|
4–6 |
Сталь |
– |
8–10 |
Таблица 26
Литье по выплавляемым моделям
|
Толщина стенки при габаритных размерах отливки, мм |
|
||||||
Материалы |
|
|
|
|
|
|
|
|
Свыше10 до50 |
Свыше50 |
Свыше100 |
Свыше200 |
|||||
|
|
|
до100 |
до200 |
до350 |
|||
|
ном. |
мин. |
ном. |
мин. |
ном. |
мин. |
ном. |
мин. |
Оловянно- |
1,0–1,5 |
0,7 |
1,5–2,0 |
1,0 |
2–3 |
1,5 |
2,5–3,5 |
2 |
свинцовые |
||||||||
сплавы |
|
|
|
|
|
|
|
|
Цинковыесплавы |
1,5–2,0 |
1,0 |
2–3 |
1,5 |
2,5–3,5 |
2,0 |
3–4 |
2,5 |
Чугун |
1,5–2,0 |
1,0 |
2,0–3,5 |
1,5 |
2,5–4 |
2,0 |
3,0–4,5 |
2,5 |
Медные, магние- |
2,0–2,5 |
1,5 |
2,5–4,0 |
2,0 |
3,0–4,0 |
2,5 |
3,5–5,0 |
3 |
выеиалюминие- |
||||||||
выесплавы |
|
|
|
|
|
|
|
|
Сталь углероди- |
2,0–2,5 |
1,5 |
2,5–4,0 |
2,0 |
3,5–5,0 |
2,5 |
3,5–6,0 |
3 |
стая |
|
|
|
|
|
|
|
|
132
|
|
|
|
|
|
|
Таблица 27 |
|
|
Литье под давлением |
|
|
|
||||
|
|
|
|
|
|
|
||
|
Толщина стенки отливки (мм) при площади сплошной |
|||||||
Сплавы |
|
|
|
поверхности, см2 |
|
|
||
До 25 |
|
Свыше25 |
Свыше100 |
Свыше225 |
Свыше400 |
|||
|
|
|||||||
|
|
|
до 100 |
до 225 |
до 400 |
|
до 1000 |
|
Оловянно-свинцовые |
0,6 |
|
0,7 |
|
1,1 |
1,5 |
|
– |
Цинковые |
0,8 |
|
1,6 |
|
1,5 |
2,0 |
|
3,0 |
Магниевые |
1,3 |
|
1,8 |
|
2,5 |
3,0 |
|
4,0 |
Алюминиевые |
1,0 |
|
1,5 |
|
2,0 |
2,5 |
|
4,0 |
Медные |
1,5 |
|
2,0 |
|
3,0 |
3,5 |
|
4,0 |
|
|
|
|
|
|
|
Таблица 28 |
|
|
Литье в оболочковые формы |
|
|
|
||||
|
|
|
|
|||||
Характеристика отливки |
|
|
Толщина стенок, мм |
|||||
Мелкие, кроме отливок из стали |
|
|
2–2,5 |
|
|
|||
Средние и мелкие стальные |
|
|
|
3–4 |
|
|
||
133
5. МЕХАНИЧЕСКАЯ ОБРАБОТКА ТИПОВЫХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК РЕЗАНИЕМ
Общим для всех деталей машин является наличие элементарных обрабатываемых поверхностей, которые кратко можно подразделить на поверхности вращения, плоские, винтовые (резьбовые), зубчатые и прочие.
Надежность работы машины во многом зависит от точности обработки поверхностей деталей. Точность обработки определяется степенью соответствия размеров, формы и взаиморасположения обработанных поверхностей требованиям эскиза детали и технических условий.
Точность размера обработанной поверхности регламентируется допуском. Одной из основных характеристик качества обработки поверхности является шероховатость. В предлагаемых задачах шероховатость поверхности нормируется средним арифметическим отклонением профиля (Rа). ГОСТ 2789 устанавливает числовые параметры шероховатости поверхности. Рекомендуемые варианты обработки наружных поверхностей тел вращения, плоскостей и обработки цилиндрических отверстий в соответствии с требованиями квалитета точности размера и шероховатости поверхности приведены в табл. 29–33. Если из двух параметров точности обработки поверхности по эскизу детали один выше другого, вариант выбирают по высшему требованию.
Таблица 29
Рекомендуемые варианты обработки наружных поверхностей тел вращения
№ |
Квалитет точности размера |
|
|
Шерохо- |
||
|
|
|
|
|
ватость |
|
варианта |
14–12 |
10–8 |
9–8 |
7–6 |
6–5 |
|
|
|
|
|
|
|
Ra, мкм |
1 |
Точение черновое |
|
|
|
|
50–6,3 |
2 |
Точение черновое, |
|
|
|
|
2,5–0,4 |
точение чистовое |
|
|
|
|
||
|
|
|
|
|
|
|
134
Окончание табл. 29
№ |
|
|
Квалитет точности размера |
|
Шерохо- |
||||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
ватость |
|
варианта |
14–12 |
|
10–8 |
|
9–8 |
|
7–6 |
6–5 |
|
|
|
|
Ra, мкм |
||||||
|
|
|
|
|
|
|
|
|
|
3 |
Точение черновое, |
|
|
|
|
6,3–0,4 |
|||
шлифование предварительное |
|
|
|||||||
|
|
|
|
||||||
4 |
Точение черновое, чистовое, |
|
|
|
|
3,2–0,2 |
|||
шлифование |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
||
5 |
Точение предварительное, |
|
|
|
|
1,6–0,2 |
|||
точение чистовое и тонкое |
|
|
|
|
|||||
|
|
|
|
|
|
||||
6 |
Точение однократное черновое, |
|
|
3,2–0,2 |
|||||
шлифование предварительное и чистовое |
|
|
|||||||
|
|
|
|
||||||
7 |
Точение предварительное, точение чистовое, |
|
1,6–0,1 |
||||||
шлифование предварительное и чистовое |
|
|
|||||||
|
|
|
|
||||||
8 |
Точение предварительное, точение чистовое, |
|
1,6–0,1 |
||||||
шлифование предварительное и тонкое |
|
|
|||||||
|
|
|
|
||||||
9 |
Точениепредварительное, точениечистовое, |
|
1,6–0,1 |
||||||
шлифованиепредварительное, шлифованиечистовоеитонкое |
|||||||||
Таблица 30
Рекомендуемые варианты обработки цилиндрических отверстий |
||||||||
|
|
|
|
|
|
|
|
|
№ |
|
Квалитет точности размера |
|
|
Шерохо- |
|||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
ватость |
|
варианта |
13–12 |
|
12–11 |
|
11–10 |
9–7 |
6–5 |
|
|
|
Ra, мкм |
||||||
|
|
|
|
|
|
|
|
|
1 |
Сверление |
|
|
|
|
|
|
25–6,3 |
2 |
Сверление и зенкерование |
|
|
|
|
12,5–1,6 |
||
3 |
Сверление и развертывание |
|
|
|
12,5–0,8 |
|||
4 |
Сверление и протягивание |
|
|
|
12,5–0,8 |
|||
5 |
Сверление, зенкерование и развертывание |
|
|
12,5–0,8 |
||||
6 |
Сверление и развертывание нормальное и точное |
|
6,3–0,4 |
|||||
7 |
Сверление и протягивание чистовое |
|
|
|
6,3–0,2 |
|||
8 |
Сверление, протягивание, шлифование |
|
|
3,2–0,2 |
||||
9 |
Сверление, зенкерование, двукратное развертывание |
|
3,2–0,1 |
|||||
10 |
Сверление, зенкерование, шлифованиепредварительное |
|
6,3–0,4 |
|||||
11 |
Сверление, протягивание, выглаживание алмазное |
0,6–0,1 |
||||||
Формообразование поверхности в процессе резания характеризуется схемой обработки. На схеме условно изображают обраба-
135
тываемую заготовку, режущий инструмент, их установку, а также основные (рабочие) движения. При оформлении схемы указывают: вид обработки, тип станка, вид режущего инструмента и способы закрепления заготовки и инструмента на станке (табл. 29–35). Графическое изображение схемы обработки приводят в соответствии с эскизом детали.
Таблица 31
Рекомендуемые варианты обработки цилиндрических отверстий в заготовках с отверстием
№ |
Квалитет точности размера |
|
|
|
Шерохо- |
||
|
|
|
|
|
|
ватость |
|
варианта |
13–12 |
10–8 |
|
9–7 |
6–5 |
5–4 |
|
|
|
|
|
|
|
|
Ra, мкм |
1 |
Рассверливание |
|
|
|
|
|
25–6,3 |
2 |
Зенкерование, растачивание |
|
|
|
|
|
25–6,3 |
3 |
Зенкерование черновое и чистовое |
|
|
|
|
|
6,3–2,5 |
4 |
Растачивание черновое и чистовое |
|
|
|
|
|
3,2–0,2 |
5 |
Зенкерование (или растачивание), развертывание |
|
|
6,3–0,4 |
|||
точное |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
6 |
Зенкерование (или растачивание черновое), протягивание |
6,3–0,2 |
|||||
черновое и чистовое |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
7 |
Растачивание черновое и развертывание тонкое |
|
|
3,2–0,1 |
|||
8 |
Зенкерование (или растачивание), развертывание точ- |
|
3,2–0,1 |
||||
ное и тонкое |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
9 |
Зенкерование (или растачивание черновое, чистовое) |
|
3,2–0,2 |
||||
и тонкое растачивание |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
10 |
Растачивание черновое и чистовое. Шлифование чис- |
|
1,6–0,1 |
||||
|
товое и тонкое |
|
|
|
|
|
|
11 |
Растачивание, протягивание и тонкое шлифование |
|
|
1,6–0,1 |
|||
12 |
Зенкерование (или растачивание черновое, чистовое) |
|
0,4–0,025 |
||||
и хонингование |
|
|
|
|
|
||
|
|
|
|
Таблица 32 |
Характеристика видов обработки отверстий |
||||
|
|
|
|
|
Вид обработки |
|
Квалитет |
Шероховатость |
|
|
Ra, мкм |
|||
|
|
|
|
|
Сверление, рассверливание |
|
13–12 |
25–6,3 |
|
Зенкерование |
|
Черновое |
13–12 |
25–6,3 |
|
Чистовое |
11–8 |
6,3–2,5 |
|
|
|
|||
136
Окончание табл. 32
|
Вид обработки |
Квалитет |
Шероховатость |
|
|
Ra, мкм |
|||
|
|
|
|
|
|
|
Черновое |
13–11 |
25–6,3 |
Растачивание |
|
Чистовое |
10–8 |
6,3–0,4 |
|
|
Тонкое |
7–5 |
3,2–0,2 |
Протягивание |
|
Черновое |
11–10 |
12,5–0,8 |
|
Чистовое |
9–6 |
6,3–0,2 |
|
|
|
|||
|
|
Черновое |
11–10 |
12,5–0,8 |
Развертывание |
|
Чистовое |
9–7 |
6,3–0,4 |
|
|
Тонкое |
6–5 |
3,2–0,1 |
Шлифование |
|
Предварительное |
9–8 |
6,3–0,4 |
|
Чистовое |
7–6 |
3,2–0,2 |
|
внутреннее |
|
|||
|
Тонкое |
5 |
1,6–0,1 |
|
|
|
|||
Хонингование |
|
|
5–4 |
0,4–0,025 |
Выглаживание алмазное |
6–5 |
0,8–0,1 |
||
Таблица 33
Характеристика видов обработки наружных поверхностей вращения и плоскостей
Вид обработки |
|
Квалитет |
Шероховатость |
|
|
Ra, мкм |
|||
|
|
|
||
|
Черновое |
14–12 |
50–6,3 |
|
Точение |
Чистовое |
10–8 |
2,5–0,4 |
|
|
Тонкое |
7–6 |
1,6–0,2 |
|
|
Черновое |
9–8 |
6,3–0,4 |
|
Шлифование круглое и плоское |
Чистовое |
7–6 |
3,2–0,2 |
|
|
Тонкое |
6–5 |
1,6–0,1 |
|
Фрезерование |
Черновое |
14–12 |
12,5–3,2 |
|
(цилиндрическими фрезами) |
Чистовое |
11–9 |
4–1 |
|
Фрезерование |
Черновое |
14–12 |
12,5–3,2 |
|
Чистовое |
11–9 |
4–1 |
||
(торцевыми фрезами) |
||||
Тонкое |
8–6 |
0,32–0,25 |
||
|
||||
Притирка (доводка) |
|
5–4 |
0,4–0,005 |
|
Суперфиниширование |
|
Прошлой обработки |
0,4–0,012 |
|
Полирование |
|
Прошлой обработки |
0,4–0,012 |
|
Обкатывание |
|
7–6 |
1,6–0,2 |
|
Выглаживание алмазное |
|
6–5 |
0,8–0,1 |
|
|
|
|
137 |
|
|
|
|
|
|
|
|
|
Таблица 34 |
|
|
|
|
Типы металлорежущего оборудования |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
Наименование |
|
|
|
|
Типоборудования |
|
|
|
|
|
группы |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Токарные |
|
Автоматыиполуавтоматы |
Токарно- |
Полуавтоматиче- |
Карусель- |
Токарныеи |
Многорезцо- |
Специализи- |
|
|
|
|
|
|
револьверные |
скиетокарно- |
ные |
лобовые |
вые |
рованные |
|
|
Специа- |
Одношпин- |
Многошпиндель- |
Другие |
||||||
|
лизиро- |
дельные |
ные |
|
револьверные |
|
|
икопиро- |
|
|
|
|
|
|
|
|
|||||
|
ванные |
|
|
|
|
|
|
вальные |
|
|
Сверлиль- |
|
Настольно- |
Полуавтоматы |
Координатно- |
Радиаль- |
Расточные |
Отделочно- |
Горизонталь- |
|
|
ныеирас- |
|
иверти- |
|
|
расточные |
но- |
|
расточные |
но- |
|
– |
Одношпиндель- |
Многошпин- |
|
Другие |
||||||
точные |
кально- |
ные |
дельные |
|
сверлиль- |
|
|
сверлильные |
||
|
|
сверлиль- |
|
|
|
ные |
|
|
|
|
|
|
ные |
|
|
|
|
|
|
|
|
Шлифо- |
|
Кругло- и |
Внутриикоор- |
Обдирочно- |
Специализиро- |
Продоль- |
Заточные |
Плоско- |
Притироч- |
|
вальные, |
|
бесшовно- |
динатно- |
шлифоваль- |
ванные |
но- |
|
шлифоваль- |
ные, полиро- |
|
полиро- |
– |
шлифо- |
шлифовальные |
ные |
шлифовальные |
шлифо- |
|
ные |
вочные, |
Другие |
вальные |
вальные |
|
|
|
вальные |
|
|
хонинго- |
||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
вальные, |
|
|
|
|
|
|
|
|
|
|
доводочные |
|
Резьбообра- |
Резьбо- |
|
|
|
|
|
Резьбо- |
|
Резьбошли- |
Резь- |
батываю- |
обраба- |
– |
– |
– |
– |
– |
фрезерные |
– |
фовальные |
бона- |
щие |
тываю- |
|
|
|
|
|
|
|
|
катные |
|
щие |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Фрезерные |
Бара- |
Вертикаль- |
Фрезерные |
Продольные |
Копировальные, |
Вертикаль |
Продольно- |
Консольно- |
Горизон- |
|
|
банно- |
но-фрезер- |
непрерывного |
одностоечные |
гравировальные |
но- |
фрезерные |
фрезерные |
тально- |
|
|
фрезер- |
ные |
действия |
|
|
фрезерные |
двухстоеч- |
|
фрезерные |
Другие |
|
ные |
|
|
|
|
бескон- |
ные |
|
консольные |
|
|
|
|
|
|
|
сольные |
|
|
|
|
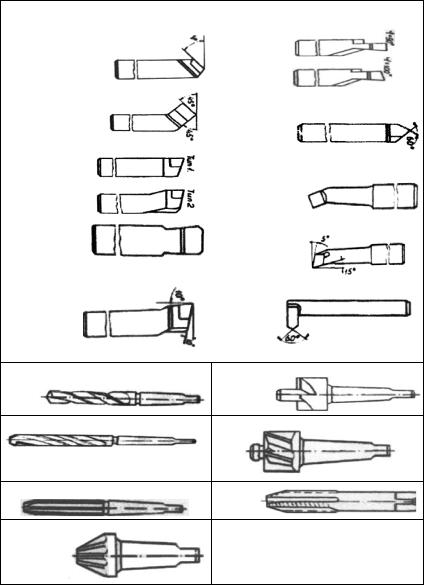
Таблица 35
Основные виды инструментов для обработки наружных и внутренних цилиндрических поверхностей и плоскостей
|
Резцы токарные с пластинкой из твердого сплава |
|
|
|
|
Проходной |
|
Отрезные |
прямой |
|
|
|
|
|
Проходной |
|
Резьбовой |
отогнутый |
|
для наружной метрической резьбы |
|
|
|
Проходные |
|
Расточной |
упорные |
|
для обработки сквозных отверстий |
|
|
|
Чистовой |
|
Расточной для обработки |
широкий |
|
глухих |
|
|
отверстий |
|
|
|
Подрезной |
|
Резьбовой для внутренней метрической |
отогнутый |
|
резьбы |
|
|
|
Инструменты для обработки отверстий
Спиральное Зенкер торцовый сверло
Зенкер с коническим хвостовиком |
Зенкер цилиндрический |
Развертка цилиндрическая |
Метчик |
Зенкер
конический
139