

5.2. Лакокрасочные покрытия
Лакокрасочные покрытия применяют для придания поверхности детали антикоррозионных свойств и красивого внешнего вида. Их нельзя применять для деталей, имеющих точные допуски и трущиеся поверхности, подвергающихся механическим воздействиям и нагреву. Для обеспечения антикоррозионной защиты стальные детали предварительно подвергают цинкованию, детали из алюминия и его сплавов — анодированию, детали из магниевых сплавов — оксидированию.
Лакокрасочные покрытия классифицируют по материалу покрытия, внешнему виду поверхности покрытия (класс покрытия) и по условиям эксплуатации (группа покрытия).
Различают семь классов покрытия (ГОСТ 9.032—74). Наиболее высокие требования предъявляются к внешнему виду поверхностей Iкласса. В этом случае не допускаются дефекты поверхности, видимые невооруженным глазом.
По степени блеска лакокрасочные покрытия делят на глянцевые, полуглянцевые и матовые. Группа покрытия выбирается по условиям эксплуатации (атмосферостойкие, химически стойкие, маслостойкие и др.).
Технологический процесс нанесения лакокрасочных покрытий состоит из этапов подготовки поверхности, грунтования, шпатлевания, нанесения покрытия, сушки.
Подготовкаповерхностизаключается в очистке ее от продуктов коррозии и загрязнений (химическим или механическим способом) и тщательном обезжиривании.
Грунтование—нанесение слоя грунта толщиной около 20 мкм. Основное назначение этой операции состоит в создании адгезии между металлом и последующими слоями лакокрасочного покрытия. Наиболее часто применяют масляные грунты (свинцовый и железный сурик на олифе), лаковые грунты типа АЛГ-1, АЛГ-5 и др. Грунт можно наносить распылением, окунанием или кистью. После нанесения каждого слоя производят сушку.
Шпатлевание— выравнивание загрунтованной поверхности.Шпатлевка — это пастообразная масса, состоящая из пигментов, наполнителей и лаков с добавлением или без добавления пластификаторов. Местное шпатлевание заключается в выравнивании отдельных углубленных мест. Затем проводят сплошное шпатлевание. Шпатлевки наносят на поверхность при помощи шпателя или краскораспылителя. В последнем случае их разбавляют растворителем. После нанесения шпатлевки поверхность сушат и шлифуют мелкой шкуркой.
Нанесениелакокрасочныхпокрытийпроизводится с помощью кисти, окунанием и распылением. Окрашивание кистью является малопроизводительным процессом и применяется для медленно сохнущих лаков, для подкраски поверхности и на несения обозначений по трафарету.
Нанесение покрытий окунанием применяется для деталей, не требующих тщательной отделки и имеющих удобную для стекания краски форму. При этом способе получается неравномерная толщина пленки и повышенный расход материала. Более высокая производительность (в 7 ... 12 раз) и высокое качество поверхности достигаются при окрашивании распылением. Однако этот метод связан с повышенным расходом материала и необходимостью вести процесс в специальной камере.
5.3. Порошковое окрашивание в электростатическом поле
Наиболее совершенной является окраска в электростатическом поле коронного разряда (рис. ).
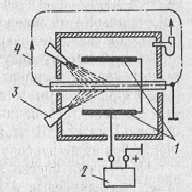
Рис. 2.9. Окрашивание в электростатическом поле коронного разряда
При этом способе изделие подвешивается на заземленный конвейер 4, проходящий между электродами 1, которые соединены с отрицательным полюсом источника 2 напряжения 100 кВ постоянного тока. Коронный разряд, возникающий между электродами и заземленным изделием, ионизирует молекулы воздуха, находящиеся в электрическом поле. В образующееся электростатическое поле направляется от распылителя 3 струя краски. Частицы ее, заряжаясь отрицательно, притягиваются к положительно заряженным деталям. При этом способе повышается качество окраски, так как разброс по толщине составляет всего 5...8 мкм (при ручном распылении 50...70 мкм). Производительность труда повышается в 3...4 раза, улучшаются санитарно-гигиенические условия труда и сокращается расход краски (ее потери составляют всего 5...10%). Процесс окраски может быть полностью механизирован.
Для окраски используют материалы, образующие гладкие поверхности (перхлорвиниловые, глифталевые, нитроцеллюлозные и другие эмали) и узорно-декоративные (кристаллический лак «Мороз», морщинистая «Муар» и др.).
Сушка является заключительным этапом. Ее производят в сушильных шкафах, рефлекторных сушилках и т. д. Наиболее совершенна сушка инфракрасными лучами. Этот способ дает большую экономию энергии и позволяет значительно сократить производственные площади. На рис. __ приведены фото оборудования для порошковой окраски.
Р ис.
2._. Камера порошковой окраски изделий
ис.
2._. Камера порошковой окраски изделий
1Лиганды – сложные химические соединения, которые отличаются повышенной устойчивостью к разложению, поэтому имеет смысл использовать их в тех процессе.
*Re– рений,B– бор