ТКМ раздаточный материал / Домашнее задание / Сварка ДЗ / 9 Таблица технологичности сварных конструкций
.docПодавляющее количество брака при получении сварных изделий вызвано тем, что не соблюдаются требования технологичности. Исходя из практики сварочных работ разработан ряд рекомендаций и требований к технологичности сварных конструкций.
Технологичность сварных конструкций
Сварка плавлением
|
Нетехнологичная сварная конструкция |
Технологичная сварная конструкция |
||||
|
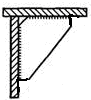
1. Расположение сварного шва должно обеспечивать возможность выполнения сварки, т. е. необходимо предусмотреть удобство подвода электрода или сварочной проволоки |
|||||
|
|
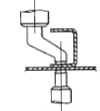
Сварные швы вынесены из тесного пространства между перегородками Для приварки размерных трубок к листам сварные швы вынесены на поверхность
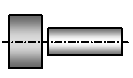
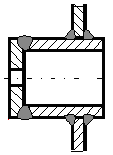
Фланец отнесен от смежной стенки патрубка
Сварной шов вынесен на торец фланца |
||||
|
2. Рекомендуется устранять совмещения швов. |
|||||
|
|
Ребра для приварки расположены в шахматном порядке
Для приварки перегородки раздвинуты |
||||
|
3. Следует снижать протяженность сварных швов и их количество. С этой целью целесообразно применять штампованные заготовки, трубы, гнутые профили и другую продукцию проката |
|||||
|
|
Сварная балка из двух гнутых профилей дешевле, чем сварная из четырех полос. |
||||
|
4. Рекомендуется избегать сварки элементов разной толщины, т.к. это усложняет процесс сварки, снижает надежность сварных швов и создает концентрацию напряжений |
|||||
|
Сварка разнотолщинных элементов |
|||||
|
|
Свариваемым кромкам придано примерно одинаковое сечение |
||||
|
Приварка фланца к тонкостенной трубе |
|||||
|
|
Фланец приварен тонкостенным переходом |
||||
|
Приварка пальца к листу |
|||||
|
|
У пальца образован тонкостенный фланец
В пальце у места сварки образована выборка метала |
||||
|
Приварка дисков к ободу колеса |
|||||
|
|
Обод выполнен с тонкостенными переходными кольцами для приварки к дискам |
||||
|
5. Рекомендуется предусматривать фиксацию соединяемых деталей без применения специальных приспособлений, что повышает точность, производительность труда и обеспечивает удобство при сварке |
|||||
|
|
Шаровая деталь и стержень взаимно центрируются
Для приварки фланец зафиксирован на трубе
Для приварки бобышка зафиксирована буртиком |
||||
|
6. Так как разделка кромок является трудоемкой операцией, ее следует назначать только в необходимых случаях и предусматривать при этом наиболее простые способы обработки |
|||||
|
|
Устранена разделка кромок
Для укладки швов выполнено смещение свариваемых деталей
Исключена подготовка кромок на трубе в результате снижения буртика муфты |
||||
|
|
Подготовлены кромки у детали с наиболее простой механической обработкой
Подготовлены кромки заглушки |
||||
|
7. Следует исключать подгонку и упрощать форму привариваемых деталей |
|||||
|
|
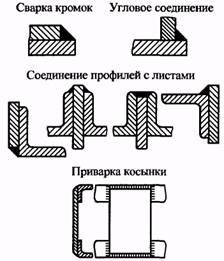
Вместо криволинейного перехода ребра сделан прямолинейный срез
Фигурный вырез у косынки заменен прямым срезом |
||||
|
8. При сварке тонкостенных деталей следует применять гнутые детали, что увеличивает жесткость конструкции |
|||||
|
|
Составная полка заменена гнутой
|
||||
|
9. Необходимо исключать пережог и оплавление тонких кромок |
|||||
|
|
Острые кромки «а» и «б» ребра устранены срезом
Оплавление кромки отверстия при приварке фланца к обечайке предотвращено удалением отверстия от сварного шва. Другой способ исключения оплавления и деформации отверстия - сверление отверстия после сварки |
||||
|
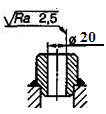
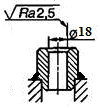
10. Для предотвращения повреждений точных элементов деталей (резьба, шлицы, сопрягаемые поверхности) в процессе сварки, вызванных разбрызгиванием расплавленного металла, оплавлением, короблением, механическими воздействиями, рекомендуется предусматривать защитные мероприятия, удаление от зоны сварки или окончательную обработку после сварки. |
|||||
|
|
Резьба штуцера удалена на расстояние, достаточное для предотвращения оплавления резьбы
Чтобы резьбовая поверхность не деформировалась при сварке, сварной шов отдален
Сварной шов удален от обработанной поверхности;
На пальце дан припуск для обработки после сварки
Для предотвращения коробления отверстия втулки сварной шов удален
Отверстие окончательно обрабатывается после сварки
|
||||
|
11. При сварке закрытых полостей необходимо предотвращать коробление стенок вследствие образования вакуума при остывании |
|||||
|
|
Для приварки кольцевого профиля жесткости к обечайке предусмотрено вентиляционное отверстие d.
Для получения сваркой герметичной детали предусмотрено отверстие d, завариваемое после остывания |
||||
|
12. Необходимо уменьшать сварочные деформации |
|||||
|
|
Для исключения изгиба нижнего листа установлены ребра жесткости |
||||
|
13. Рекомендуется избегать укладки сварных швов в местах, претерпевших предварительную пластическую деформацию |
|||||
|
|
Сварной шов уложен в месте, не претерпевшем предварительную пластическую деформацию |
||||
|
14. Необходимо избегать пересечения сварных швов |
|||||
|
|
Сварные швы разнесены и не пересекаются |
|
|||
|
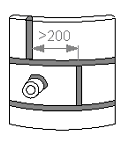
15. Рекомендуется отдавать предпочтение прямолинейным и кольцевым швам, что позволяет применять автоматическую сварку, сократить расход электродов, повысить точность изделий, упростить подготовку кромок и раскрой заготовок. |
|
||||
|
16. Рекомендуется располагать сварные швы таким образом, чтобы исключить необходимость кантовки сварной конструкции. При этом необходимо учитывать, что потолочные сварные швы являются наименее технологичными. |
|
||||
|
17. Следует отдавать предпочтение стыковым швам, как наиболее прочным |
|
||||
|
|
|
|
|||
|
18. Не следует располагать сварные швы на поверхностях, обрабатываемых механически |
|
||||
|
|
|
|
|||
|
19. Следует располагать вертикальные стенки в зонах приложения усилий Р |
|
||||
|
Поддерживающие вертикальные стенки не под прикладываемой силой. Это вызывает изгиб сварных швов, что хуже сжатия |
Вертикальные стенки находятся под приложенной силой |
|
|||
|
20. Необходимо снижать концентрацию напряжений |
|
||||
|
|
Концентрация напряжений зависит от формы на поверхности шва и не зависит от внутренней формы шва. Чем больше угол Θ, тем меньше коэффициент концентрации напряжений. |
|
|||
|
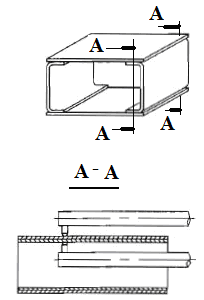
21. Во избежание прожога* соединяемых кромок необходимо предусматривать съемные или остающиеся подкладки, замковые соединения или предварительную подварку корня шва. *(прожог - дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны с обратной стороны шва) |
|
||||
|
Сварка на весу
|
Сварка на остающейся стальной подкладке |
|
|||
|
Сварка на съемной медной подкладке |
|
||||
|
Применение замкового соединения |
|
||||
|
|
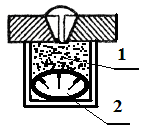
1 – флюс; 2 – брезентовый рукав под давлением. Сварка на флюсовой подушке
Сварка на медно-флюсовой подкладке |
|
|||
|
Предварительная подварка корня шва |
|
||||





























































СВАРКА ДАВЛЕНИЕМ
|
КОНТАКТНАЯ СТЫКОВАЯ СВАРКА |
|
|
1. Необходимо создавать условия для равномерного нагрева и одинаковой пластической деформации обеих свариваемых заготовок при контактной стыковой сварке сопротивлением |
|
|
Нетехнологичная сварная конструкция |
Технологичная сварная конструкция |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2. При контактной стыковой сварке оплавлением следует упрощать форму свариваемых деталей, уменьшать объем предварительной механической обработки. |
|
|
Нетехнологичная сварная конструкция |
Технологичная сварная конструкция |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3. Форма и размеры свариваемых заготовок должны обеспечивать возможность надежного закрепления их в электродах (губках) сварочной машины, а также надежный токоподвод к свариваемым элементам |
|
|
КОНТАКТНАЯ ТОЧЕЧНАЯ И ШОВНАЯ СВАРКА |
|
|
4. При двусторонней точечной и шовной сварке необходимо обеспечивать удобный подвод электродов к месту сварки |
|
|
Нетехнологичная сварная конструкция |
Технологичная сварная конструкция |
|
|
|
|
|
|
|
5. При невозможности обеспечить удобный подвод электродов к месту соединения при двусторонней сварке следует применять сварку одностороннюю |
|