

ТКМ раздаточный материал / Домашнее задание / Сварка ДЗ / 6 Выполнение угловых и стыковых швов
.doc|
ВЫПОЛНЕНИЕ УГЛОВЫХ ШВОВ В НИЖНЕМ ПРОСТРАНСТВЕННОМ ПОЛОЖЕНИИ |
|
|
|
Сварка вертикальным электродом При сварке вертикальным электродом затруднено проплавление вертикального листа. |
|
|
Сварка наклонным электродом При сварке наклонным электродом из-за стекания расплавленного металла трудно предупредить подрез по вертикальной плоскости и наплыв на нижнюю плоскость (см. «Дефекты сварных соединений»). |
|
|
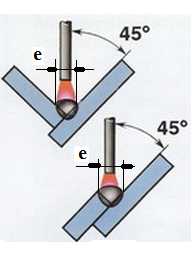
Сварка в симметричную «лодочку» «е» - ширина углового шва |
|
|
Сварка в несимметричную «лодочку» «е» - ширина углового шва
|



|
ВЫПОЛНЕНИЕ СТЫКОВЫХ ШВОВ ВЕРТИКАЛЬНЫМ ЭЛЕКТРОДОМ В НИЖНЕМ ПРОСТРАНСТВЕННОМ ПОЛОЖЕНИМИ |
||
|
а |
При сварке кольцевыми швами тел вращения диаметром до 800 мм часто применяют кольцевые неостающиеся медные подкладки 1. Для получения плоской поверхности (без выпуклости) обратной стороны шва применяется гладкая подкладка. Гладкая медная подкладка позволяет производить одностороннюю сварку только при условии плотного поджатия подкладки к изделию (усилие Рп). Поджатие подкладки к свариваемым кромкам 2 обеспечивается прижимным приспособлением 3. Сварка выполняться без зазора между кромками свариваемых элементов 2. Расплавление кромок обеспечивается источником теплоты ИТ. |
|
|
Неостающаяся подкладка применяется в тех случаях, когда обеспечивается возможность установки подкладки до сварки и ее удаления после сварки. |
||
|
б |
Флюсовая подушка - подкладка, удерживающая расплавленный металл сварочной ванны при помощи флюса. Сварка на флюсовой подушке предотвращает образование прожогов и непроваров. При сварке кольцевыми швами сосудов малого диаметра (до 200 мм) флюсовая подушка может быть образована плотным заполнением всей внутренней полости изделия мелким флюсом. 1; 2 – свариваемые элементы; 3 – заглушка; 4 – трехкулачковый патрон; 5 – сварной шов. Рп – усилие прижима заглушки; ИТ – источник теплоты.
|
|

