ТКМ раздаточный материал / Домашнее задание / Литье ДЗ / 5 Таблица анализ технологичности конструкции литых деталей
.doc|
Анализ технологичности конструкции литой заготовки Табл. 2Л |
||
|
Нетехнологичный вариант Технологичный вариант |
||
|
Требования к расположению отливки в литейной форме |
||
|
|
||
|
Требования к технологичности: минимальное количество разъемов литейной формы.
Несоблюдение требования: увеличение трудоемкости изготовления формы (три опоки или металлическая форма с двумя плоскостями разъема; вероятность брака по перекосу отливки.
|
||
|
1- верхняя полуформа 2 - нижняя полуформа 3 – разъем литейной формы
|
||
|
Требования к технологичности: расположение всей отливки или большей ее части в одной, желательно нижней полуформе.
Несоблюдение требования: вероятность брака по перекосу отливки; формирование менее плотной отливки в верхней части литейной формы; снижение точности отливки |
||
|
1- верхняя полуформа 2 - нижняя полуформа 3 – разъем литейной формы
|
||
|
Требования к технологичности: плоский разъем литейной формы.
Несоблюдение требования: увеличение трудоемкости изготовления: а) песчаных форм при ручной формовке; б) модельных плит для изготовления песчаных форм; в) металлических форм |
||
|
Требования к технологичности: желательно, чтобы обрабатываемые поверхности отливки располагались внизу, т.к. в нижней части отливки формируется чистая и плотная поверхность |
||
|
Требования к наружной конфигурации литой детали
|
||
|
бобышки препятствуют свободному добавление приливов делает извлечение извлечению модели из формы модели свободным
повёрнутые под углом рёбра жёсткости правильно ориентированные рёбра препятствуют свободному извлечению жёсткости делают свободным извлечение модели модели из формы из формы
выступающий фланец препятствует утолщение горловины делает извлечение свободному извлечению модели из формы модели из формы свободным
|
||
|
Требования к технологичности: отсутствие выступающих частей, мешающих извлечению модели или отливки из формы.
Несоблюдение требования: необходимость применения стержней или отъемных частей на модели, что увеличивает трудоемкость и уменьшает точность изготовления отливки.
|
||
|
|
||
|
Требования к технологичности: поверхности отливки, перпендикулярные плоскости разъема литейной формы, должны иметь литейные уклоны, обеспечивающие удобство извлечение модели из формы
Несоблюдение требования: возможность разрушения формовочной смеси при извлечении модели из формы; затрудненное извлечения отливки из литейной формы |
||
|
|
||
|
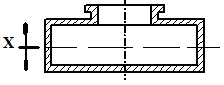
Требования к технологичности: отсутствие больших углублений на наружных поверхностях детали. Несоблюдение требования: при изготовлении сырых песчаных форм возможен обрыв формовочной смеси в углублениях. При Н > 0,3 А и h > 0,8 А требуется применение стержней при литье в песчаные формы, что увеличивает трудоемкость изготовления отливки. |
||
|
|
||
|
Требования к технологичности: бобышки и приливы целесообразно располагать на внутренних поверхностях, полученных в результате применения разовых стержней.
Несоблюдение требования: увеличивается количество стержней при изготовлении формы, что приводит к увеличению трудоемкости изготовления отливки и снижению точности ее размеров. |
||
|
|
||
|
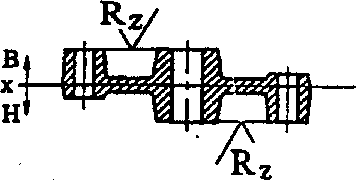
Требования к технологичности: обрабатываемые поверхности располагать на одном уровне.
Несоблюдение требования: требуется переналадка металлорежущего станка, что увеличивает трудоемкость и стоимость механической обработки |
||
|
|
||
|
Требования к технологичности: выступающие элементы на поверхности литой детали следует объединять. Несоблюдение требования: на поверхности модели выступающие бобышки будут выполняться отъемными, что увеличивает трудоемкость изготовления формы и снижает точность отливки. |
||
|
Требования к внутренней конфигурации литой детали |
||
|
1- верхняя полуформа 2 - нижняя полуформа 3 – разъем литейной формы
|
||
|
Требования к технологичности: применение минимального количества стержней при изготовлении формы.
Несоблюдение требования: использование нескольких стержней приводит к увеличению трудоемкости, стоимости изготовления отливки и снижению ее точности.
|
||
|
|
||
|
Требования к технологичности: удобство установки и крепления стержней. Применение жеребеек для стержней с одним стержневым знаком (при одностороннем креплении стержней)
Несоблюдение требования: без применения жеребеек возможно всплытие стержня.
В местах установки жеребеек нарушается герметичность, увеличивается трудоемкость изготовления, а также возможна поломка режущего инструмента при механической обработке. В связи с этим технологичнее применение стержней с двумя стержневыми знаками (предусматривается технологическое окно с изменением (если допустимо) конструкции отливки)
|
||
|
1- верхняя полуформа 2 - нижняя полуформа 3 – разъем литейной формы
|
||
|
Требования к технологичности: удобство вывода газов.
Несоблюдение требования: из закрытых полостей отливки затруднен вывод газов.
|
||
|
|
||
|
Требования к технологичности: удобство удаления стержней.
Несоблюдение требования: из закрытых полостей отливки трудно удалять стержни
|
||
|
Требования к конструкции стенок отливок |
||
|
Требования к технологичности: оптимальная толщина стенок.
Несоблюдение требования: при малой толщине стенок отливки возрастает вероятность брака по недоливам и спаям, а при большой толщине — увеличиваются материалоемкость, а также вероятность возникновения дефектов по пористости и раковинам.
|
||
|
Sвн = (0,6….0,8)Sнар |
||
|
Требования к технологичности: толщина внутренних стенок ребер и полок должна быть меньше толщины наружных.
Несоблюдение требования: внутренние стенки, ребра и полки затвердевают с меньшей скоростью, что является причиной уменьшения их толщины по сравнению с наружными. |
||
|
скопление металла в тавровом узле уменьшение скопления металла с помощью технологического углубления
скопление металла в крестообразном узле уменьшение скопления металла с помощью смещения одной стенки
скопление металла в цилиндрическом узле уменьшение скопления металла с помощью отверстия
нетехнологичное крестообразное технологичное сотовое и шахматное расположение рёбер пересечение рёбер ребристых панелей ребристых поверхностей
|
||
|
Требования к технологичности: отсутствие местных скоплений металла
Несоблюдение требования: в массивных частях отливки ( D > 1,5 S ) возможно образование усадочных раковин и пористости. |
||
|
|
||
|
Требования к технологичности: предусматривать ребра жесткости для тонкостенных отливок большой протяженности.
Несоблюдение требования: в отливках большой протяженности возможно образование горячих и холодных трещин из-за торможения усадки со стороны формы.
|
||
|
|
||
|
Требования к технологичности: избегать протяженных горизонтальных поверхностей.
Несоблюдение требования: ухудшаются условия заполнения формы металлом, затруднен вывод газов, возможен брак по недоливам, спаям и газовым раковинам.
|
||
|
|
||
|
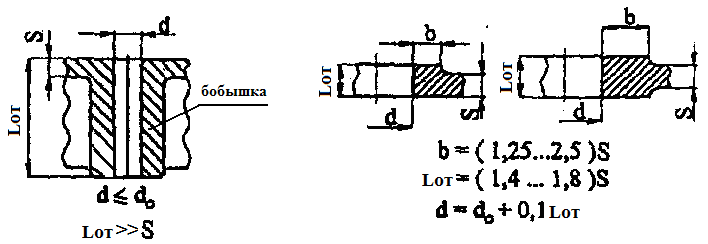
Требования к технологичности: следует избегать выполнения в отливках отверстий малого диаметра и большой длины. do – минимальный диаметр отверстий в отливках. d – диаметр отверстия в отливке. Lот – длина отверстия в бобышке (утолщение стенки отливки) или толщина бобышки. S – толщина стенки отливки. Литье в песчаные формы. Сталь - do = 25 мм Чугун - do = 15 мм Цветные металлы и сплавы - do = 8 мм Литье в кокиль Сталь - do = 40 мм Чугун - do = 25 мм Цветные металлы и сплавы - do = 8 мм Литье в оболочковые формы Сталь, Чугун , Цветные металлы и сплавы - do = 6 мм Литье по выплавляемым моделям Сталь - do = 1,2 мм Литье под давлением Цинковые сплавы - do = 1,5 мм Алюминиевые сплавы - do = 2,5 мм Медные сплавы - do = 5 мм
Несоблюдение требования: возможны сколы тонкостенных отливок в местах, где имеются отверстия или технологические окна.
|
||
|
Требования к пересекающимся или сопрягаемым поверхностям |
||
|
Требования к технологичности: сопряжение пересекающихся или сопрягаемых поверхностей необходимо выполнять плавными переходами
- в виде галтелей
при перепаде толщин менее чем в 2 раза;
- в виде галтелей с клиновым переходом при перепаде толщин в 2 раза и более.
Несоблюдение требования: осыпание формовочной смеси в острых углах формы; образование трещин в местах концентраторов напряжений при затвердевании отливки; менее равномерное охлаждение отливки. |
||
|
Требования по снижению напряжений, вызванных усадкой |
||
|
Требования к технологичности: заменять плоские соединительные элементы на конические
Несоблюдение требования: возрастание усадочных напряжений, и как следствие образование трещин в отливке и ее коробление. |
||
|
рукоятка с нечётным числом прямолинейных спиц
рукоятка с чётным числом рукоятка с чётным числом изогнутых прямолинейных спиц спиц наклонных спиц с овальным или двутавровым поперечными сечениями
Требования к технологичности: При изготовлении отливок типа колёс со спицами, например, маховиков или рукояток вентилей, в случае выполнения спиц прямыми рекомендуется, чтобы количество спиц было нечётным. При чётном числе спиц следует выполнять их изогнутыми. Кроме того, для дополнительного увеличения податливости целесообразно делать спицы наклонными, поперечные сечения овальными, а при назначении для работы под большой нагрузкой – двутавровыми
Несоблюдение требования: возрастание усадочных напряжений, и как следствие образование трещин в отливке и ее коробление. |