

6. Определить количество и форму литейных стержней
Литейные стержни используются для получения внутренних отверстий и полостей, а также углублений на наружной поверхности отливки. Количество стержней и их границы определяются по правилу « световых теней» (рис. 5).

Рис. 5. Определение границ литейных стержней.
Ст. 1 стержень для формирования внутреннего отверстия; Ст. 2 – стержень для формирования углубления наружной поверхности.
На поверхности литой детали не должно быть тени при освещении отливки параллельными лучами, перпендикулярными плоскости разъема литейной формы (рис. 5, а). Затененные поверхности получаются с помощью стержней (рис. 5, б).
Условия использования стержней для формирования углублений наружной поверхности представлены на рис. 6

Рис. 6 Условия использования стержней для формирования углублений наружнойповерхности
С целью предотвращения обрыва формовочной смеси в углублениях при Н > 0,3А и h > 0,8а требуется применение стержней при литье в песчаные формы. В остальных случаях , если конфигурация внешней поверхности отливки не препятствует извлечению модели из формы, углубления формируются формовочной смесью (без применения стержней).
Форма стержня имеет такую же конфигурацию , какую имеют внутренние полости, отверстия и углубления наружных поверхностей.
7. Определить размеры и формовочные уклоны стержневых знаков.
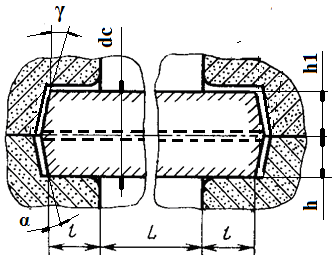
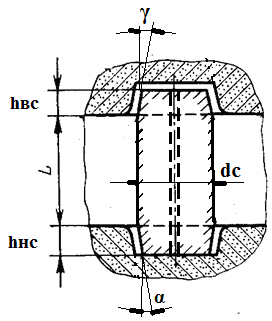
Стержни при сборке литейной формы устанавливаются на стержневых знаках. В зависимости от пространственного расположения стержней в литейной форме различают горизонтальные (рис.7) и вертикальные ( рис. 8) стержневые знаки.
|
Рис. 7. Горизонтальное расположение литейного стержня L– длина горизонтального стержня; l– длина горизонтальных стержневых знаков; hиh1 – высота горизонтальных стержневых знаков; α и γ формовочные уклоны стержневых знаков. |
Рис. 8 Вертикальные расположение литейного стержня. L– высота вертикального стержня; hнс – высота нижнего стержневого знака; hвс – высота верхнего стержневого знака;hвс =0,5hнс |
7.1. Определить размеры стержневых знаков.
Для горизонтального расположения литейных стержней размеры стержневых знаков определяются по табл. 3
Табл. 3
|
Диаметр cтержня dc, мм |
Длина стержневых знаков l, мм при длине горизонтального стержня L, мм | |||||
|
L ≤50 |
50˂L ≤80 |
80˂L≤120 |
120˂L≤180 |
180˂L≤250 |
250˂L≤315 | |
|
dc≤30 |
20 |
25 |
30 |
35 |
- |
- |
|
30˂dc≤50 |
20 |
25 |
30 |
35 |
45 |
50 |
|
50˂dc≤80 |
20 |
25 |
30 |
40 |
50 |
55 |
|
80˂dc≤120 |
25 |
25 |
35 |
45 |
55 |
60 |
|
120˂dc≤180 |
25 |
30 |
35 |
50 |
60 |
70 |
|
180˂dc≤250 |
25 |
30 |
40 |
50 |
65 |
75 |
|
250˂dc≤315 |
25 |
30 |
40 |
55 |
70 |
80 |
Для вертикального расположения литейных стержней размеры нижних стержневых знаков определяются по табл. 4
Табл. 4
|
Диаметр cтержня dc, мм |
Высота нижнего стержневого знака hнс, мм при длине вертикального стержня L, мм | |||||
|
L ≤50 |
50˂L ≤80 |
80˂L≤120 |
120˂L≤180 |
180˂L≤250 |
250˂L≤315 | |
|
dc≤30 |
20 |
30 |
30 |
30 |
- |
- |
|
30˂dc≤50 |
20 |
35 |
35 |
35 |
50 |
60 |
|
50˂dc≤80 |
25 |
35 |
35 |
35 |
40 |
50 |
|
80˂dc≤120 |
25 |
35 |
35 |
35 |
40 |
50 |
|
120˂dc≤180 |
30 |
35 |
35 |
35 |
35 |
40 |
|
180˂dc≤250 |
30 |
35 |
35 |
35 |
35 |
40 |
|
250˂dc≤315 |
35 |
35 |
35 |
35 |
35 |
40 |
Высота верхнего стержневого знака hвс =0,5hнс
7.2. Определить формовочные уклоны стержневых знаков.
Формовочные уклоны стержневых знаков определяются по табл. 5
Табл. 5
|
Высота стержневого знака (h и h1 – горизонтального стержня*; hвс и hнс – вертикального стержня)
≤ 30 >30≤ 50 >50 ≤ 80 > 80 |
Формовочные уклоны стержневых знаков, град | |
|
α |
γ | |
|
До 30 мм включительно Свыше 30 мм до50 мм включительно Свыше 50 мм до 80 мм включительно Свыше 80 мм до 120 мм включительно Свыше 120 мм до180 мм включительно Свыше 180 мм до 250 мм включительно Свыше 250 мм до 315 мм включительно |
10 7 6 6 5 5 5 |
15 10 8 8 6 6 6 |
|
* Для горизонтальных стержней, формирующих цилиндрические отверстия симметричные относительно горизонтальной оси, h =h1=dc/2 | ||