4. Назначить литейные уклоны (рис.3).
Поверхности литой детали, перпендикулярные плоскости разъема литейной формы, должны иметь конструктивные уклоны (литейные уклоны). Литейные уклоны облегчают извлечение модели из формы и при этом предотвращают разрушение формовочной смеси.
Литейные уклоны назначаются по табл. 2.
Табл. 2
|
Высота поверхности, перпендикулярной плоскости разъема литейной формы hн – высота наружной поверхности hв – высота внутренней поверхности |
Литейный уклон β, град | |
|
для наружной поверхности |
для внутренней поверхности | |
|
До 10 мм (включительно) |
3,0 |
6,0 |
|
Свыше 10 мм до 40 мм (включительно) |
1,5 |
3,0 |
|
Свыше 40 мм до 100 мм (включительно) |
1,0 |
2,0 |
|
Свыше 100 мм |
0,5 |
1,0 |
Уклоны назначаются на поверхности отливки, перпендикулярные плоскости разъема литейной формы (обеспечение извлечения модельного комплекта из литейной формы без разрушения формовочной смеси). Значение уклонов различно для наружных (рис. 3, а) и внутренних (рис. 3, б) поверхностей отливки.

Рис. 3 Литейные уклоны для наружных (а) и внутренних (б) поверхностей отливки
1 –литейный уклон βдля наружной поверхности; 2 –литейный уклонβдля внутренней поверхности.hн – высота наружной поверхности;hв – высота внутренней поверхности
5. Назначить галтели и радиусы скруглений (рис. 4)
Галтели и скругления между пересекающимися поверхностями предотвращают осыпания формовочной смеси в углах формы при извлечении литейной модели, снижают вероятность образования концентраторов напряжений в острых участках изделия и, следовательно, вероятность появления трещин в этих участках трещин при затвердевании отливки.
|
|
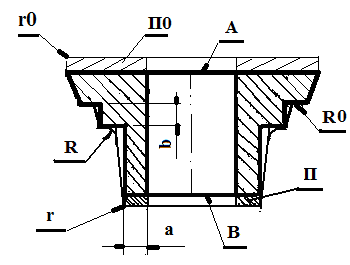
R;R0 – галтели; «а» и «b» - толщины пересекающихся стенок отливки; r,r0 – радиусы скруглений поверхностей. . П0; П – припуски на механическую обработку поверхностей А и В соответственно. |
|
Рис. 4 Радиусы (галтели) R и радиусы скруглений Радиусы (галтели) R(рис.4) рассчитываются по соотношению R= (1/3 или 1/5) × ( а+ b )/2 где: R – радиус (галтель), мм; «а» и «b» - толщины пересекающихся стенок отливки, мм. Коэффициенты 1/3 или 1/5 принимаются исходя из следующих условий: • 1/3, если (а + b)/2 ≤ 50 мм; • 1/5, если (а + b)/2 > 50 мм. Радиус (галтель) назначают как ближайшее значение из следующего ряда чисел: 1; 2; 3; 5; 8; 10; 15; 20; 25; 30; 35; 40; 50; 60 и т. д. Радиусы скруглений поверхностей r, r0 (рис. 4) принимаются равными припускам на механическую обработку (П и П0) соответствующих поверхностей (А и В), которые округляются до ближайшего значения ряда чисел 1; 2; 3; 5; 8; 10; 15; 20; 25; 30; 35; 40; 50; 60 и т. д. С целью снижения трудоемкости изготовления моделей отливки из полученных величин радиусов скруглений (r,r0) выбирается одно минимальное значение, которое принимается за радиус скруглений поверхностей отливки. Например (рис. 4): r = П, аr0 = П0. Полученные значения радиусов скруглений поверхностей округляются до ближайшего значения приведенного ряда чисел. Еслиr ˂ r0, то за радиус скругления поверхностей отливки принимаетсяr, значение которого указывается в технических условиях на чертеже отливки (см. рис. 12). | |