

4. Газопрессовая сварка (рис. 84с)
|
Газопрессовая сварка - сварка давлением, при которой сопрягаемые поверхности заготовки нагреваются газокислородным пламенем и сварка выполняется с приложением сжимающей силы без присадочного металла. Сопрягаемая поверхность- поверхность одной детали, которая предназначена для соединения с поверхностью другой детали для формирования соединения. | |
|
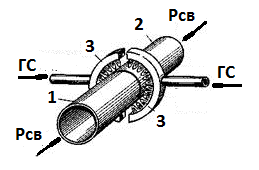
Рис. 84С. Схема газопрессовой сварки |
Свариваемые детали 1 и 2 в месте их соединения (стыка) нагреваются специальной разъемной многопламенной газокислородной горелкой 3, в которую подается горючая смесь (ГС) – смесь технически чистого кислорода и горючего газа ацетилен, метан, пропан-бутановую смесь и др). Сопрягаемые поверхности нагреваются до пластического состояния или до оплавления кромок. После достижения в месте стыка заданной температуры свариваемые элементы сдавливаются внешним усилием Рсв. |
|
ОСНОВНЫЕ РЕЖИМЫ СВАРКИ Основными режимами газопрессовой сварки являются: температура нагрева стыка, мощность горелки; усилие (давление) сварки | |
Преимущества, недостатки, область применения
|
Преимущества.
|
Недостатки.
|
|
1. Высокое качество сварных соединений. 2. Отсутствие необходимости в присадочном материале. 3. Отсутствие необходимости в мощных источниках электроэнергии. 3. Возможность использования природных газов 4. Простота процесса. 5. Дешевизна оборудования |
1. Более низкая производительность по сравнению с контактной стыковой сваркой. |
|
Область применения. Газопрессовая сварка применяется для соединения ответственных деталей подвижного состава железных дорог (буферные стержни, рессорные листы, паровозные дышла, рельсы и др.), при изготовлении арматуры железобетона, для соединения в производстве инструмента и др. Возможно использование горелок для термообработки (поверхностная закалка и нормализация и др.) изделий. | |
5. Сварка прокаткой (рис. 85с)
|
Сварка прокаткой - сварка давлением, при которой сжимающая сила, прикладываемая к нагретым или холодным заготовкам, создается прокатными валками. |
|
Рис. 85С. Исходная заготовка для сварки биметалла прокаткой (а) и схема сварки прокаткой (б) Сварка прокаткой, как правило, применяется для получения биметаллических (многослойных) изделий. Такие изделия состоят из основы 1 (основной металл), обеспечивающей необходимую конструкционную прочность, и рабочего (плакирующего) слоя 2 с особыми свойствами (жаростойкость, жаропрочность, коррозионная стойкость и т.д.) (рис. 85С, а).
Горячую сварку прокаткой выполняют с предварительным нагревом пакетов в специальных нагревательных печах. Для уменьшения степени окисления поверхностей заготовок перед нагревом пакеты герметизируют сварным швом 3 по периметру (рис. 85С, а), а в ряде случаев сварку прокаткой производят в защитной атмосфере (вакууме или инертном газе).
Холодную сварку прокаткой применяют для получения двух- или трехслойных биметаллов, состоящих из стальной основы и плакирующих слоев из цветных металлов, например сталь + медь, сталь + латунь, медь + алюминий, алюминий + титан, алюминий + сталь + алюминий.
Сварка прокаткой выполняется следующим образом (рис. 85С, б). Поверхности соединяемых слоев перед сваркой тщательно зачищают. Пакет, состоящий из слоев 4 и 5, помещается между валками прокатного стана 6. К валкам прикладывается усилие Рсв и ролики приводятся во вращение, сообщая свариваемым заготовкам заданную скорость перемещенияVсв. Соединение компонентов биметалла происходит при их совместной горячей или холодной пластической деформации.
ОСНОВНЫЕ РЕЖИМЫ СВАРКИ Основными режимами сварки прокаткой являются: усилие (давление) прокатки, скорость прокатки, температура прокатки. |
