

ТКМ раздаточный материал / Лекции раздаточный материал / 2 Раздаточный материал лекции Литье / 6 Особенности получения отливок из цветных металлов и сплавов
.docОсобенности получения отливок из цветных металлов и сплавов
1. Изготовление отливок из алюминиевых сплавов.
Сплавы алюминия с кремнием (силумины) отличаются высокой жидкотекучестью и малой усадкой, не склонны к образованию горячих и холодных трещин. Но большинство остальных алюминиевых сплавов имеет низкую жидкотекучесть, повышенную усадку, склонность к образованию трещин и поглощению водорода в расплавленном состоянии. Поэтому для получения качественных отливок предусматривают массивные прибыли и широкое использование холодильников, а также предварительный подогрев форм до температуры 250–350С. Заливка литейных форм производится при температуре расплава около 700–750С.
Отливки из алюминиевых сплавов преимущественно изготавливают литьём в кокиль, под давлением и в песчаные формы. При очень сложной конфигурации отливок кокили подогревают до температуры 400–500С.
2. Изготовление отливок из магниевых сплавов.
Магниевые сплавы имеют пониженную жидкотекучесть, повышенную усадку, склонны к образованию трещин и самовозгоранию при плавке и заливке, хорошо поглощают водород. Для предотвращения литейных дефектов используют прибыли и холодильники, а при литье в кокиль – предварительный подогрев форм и стержней до температур порядка 400С. Для предотвращения самовозгорания магниевых сплавов их плавку проводят под слоем защитных флюсов из хлористых или фтористых солей щелочных и щелочноземельных металлов, а также в среде защитных газов. Защитные фтористые добавки вводят и в формовочные смеси. В процессе заливки струю расплавленного металла посыпают порошком серы, при горении которой образуется сернистый газ, предотвращающий возгорание магния.
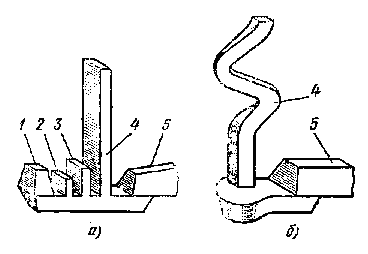
При изготовлении литниковой системы предусматривают плавное, спокойное заполнение литейной формы (рис. 32Л).
|
Рис. 32Л. Литниковая система для отливок из магниевых сплавов. |
|
При изготовлении литниковой системы предусматривают плавное, спокойное заполнение литейной формы. Хорошие результаты дает заливка с применением змеевидного стояка 4 (рис.32Л, б) с тормозящим движением металла элементами 5. Для ответственных отливок применяют сложную литниковую систему с тормозящими элементами 1; 2; 3; 5 (рис.32Л, а). |
Отливки из магниевых сплавов преимущественно изготавливают литьём в кокиль, под давлением и в песчаные формы.
3. Изготовление отливок из медных сплавов.
Латуни имеют удовлетворительную жидкотекучесть, но высокую усадку, что обуславливает образование усадочных раковин и пористости. Бронзы отличаются высокой жидкотекучестью, но тоже имеют высокую усадку, обуславливающую образование тех же дефектов. При этом все медные сплавы склонны к образованию трещин.
Отливки из медных сплавов изготавливают литьём в песчаные и оболочковые формы, в кокиль, под давлением и центробежным литьём. Для предотвращения усадочных раковин и пористости в массивных узлах отливок устанавливают прибыли и холодильники. Для предотвращения образования трещин увеличивают податливость формы, для чего вводят в формовочную смесь опилки.
4. Изготовление отливок из титановых сплавов.
Титан является тугоплавким металлом, который в расплавленном состоянии активно взаимодействует с кислородом, азотом, водородом и углеродом, в связи с чем его плавку необходимо вести в вакууме или среде защитных газов.
Широко распространены графитовые формы. Их изготовляют из смесей, в состав которых входят в качестве основы графит, в качестве связующего — смолы, пеки. Изготовленные формы после выдержки на воздухе от 8 ч до 3 суток подвергают сушке при температуре 120°С и обжигу в восстановительной атмосфере при 700—980 °С в течение 1—24 ч. При этой температуре связующее коксуется и из формы практически полностью удаляются все летучие вещества. Применяются и оболочковые графитовые формы с фенолоформальдегидной смолой в качестве связующего. Мелкие сложные тонкостенные отливки из титановых сплавов получают в формах, изготовленных по выплавляемым моделям. В состав суспензии входит высокодисперсный графитовый порошок и связующее на основе фенолоформальдегидных смол, а в качестве обсыпочного материала — зернистый графит.
Отливки из титановых сплавов изготавливают литьём в графитовые прессованные формы, оболочковые формы, или формы, полученные по выплавляемым моделям.