

Основные рекомендации по выбору способа литья
При выборе способов литья необходимо учитывать следующие факторы.
1. Технологические свойства сплава.
Литье в металлические формы нежелательно применять :
- при пониженной жидкотекучести металла, т.к. высокие скорости охлаждения приводят к быстрому остыванию и кристаллизации расплавленного металла, что может стать причиной образования недоливов и спаев;
- при высокой склонности материала к усадке, так как возможно образование трещин из-за низкой податливости формы, препятствующей свободной усадке отливки в литейной форме.
2. Сложность формы отливки.
В зависимости от конфигурации изделия и необходимого количества стержней отливки делят на шесть групп сложности.
|
Примеры типовых конструкций отливок различной сложности |
|
Отливки 1-й группы сложности – отливки общего назначения, простой геометрической формы, как правило, без механической обработки (или сверление). Для изготовления используется не более 1-го стержня.
Фланец Гайка крепления Шайба ячейковая |
|
Отливки 2-й группы сложности – отливки общего назначения, являющиеся сочетанием простых геометрических тел открытой коробчатой формы. Механически обрабатываются с одной или двух сторон. При изготовлении используется до 5 стержней.
Корпус Маховик Вилка |
|
Отливки 3-й группы сложности – отливки ответственного назначения открытой коробчатой, сферической или иной формы сравнительно сложной конструкции. Механически обрабатываются с 3-х сторон. Для изготовления требуется до 12 стержней.
Патрубок Гайка Корпус |
|
Отливки 4-й группы сложности – отливки ответственного назначения сложной геометрической формы с частично закрытыми полостями. Механически обрабатываются с 4-х сторон с высокой точностью поверхности. При изготовлении используется до 20 стержней.
Корпус Корпус масляного Цилиндр компрессора редуктора теплообменника |
|
Отливки 5-й группы сложности – отливки особо ответственного назначения, работающие при давлении от 0, 6 до 3,0 МПа, сложной закрытой геометрической формы. Механически обрабатываются с 5 сторон. При изготовлении используется до 30 стержней.
колесо цилиндра рама |
|
Отливки 6-й группы сложности – отливки особо ответственного назначения, работающие при давлении свыше 3,0 Мпа, сложной закрытой геометрической формы. Механически обрабатываются не менее, чем с 6 сторон. При изготовлении используется до 30 стержней и выше.
Блок Станина |




 Рабочее
Головка
Фундаментная
Рабочее
Головка
Фундаментная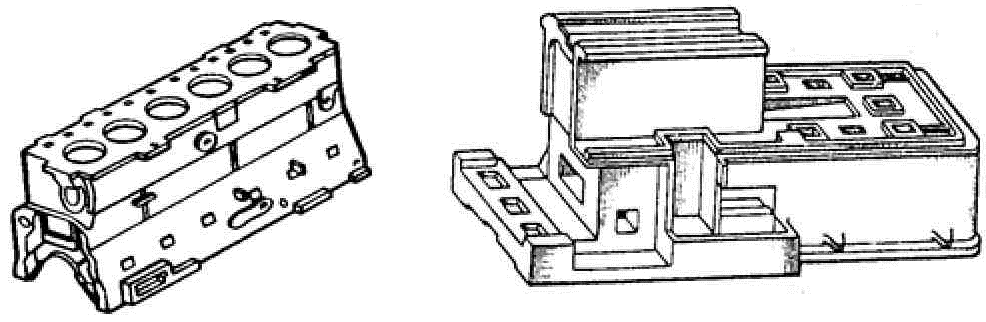
Сложные по конфигурации отливки получают литьем под давлением, по выплавляемым моделям, в песчаных формах. Литьем в кокиль получают отливки с простой наружной конфигурацией, а центробежным литьем – отливки типа тел вращения. Наиболее тонкостенные отливки получают литьем по выплавляемым моделям и литьем под давлением.