

ТКМ раздаточный материал / Лекции раздаточный материал / 2 Раздаточный материал лекции Литье / 3 Литниковые системы
.docxЛИТНИКОВЫЕ СИСТЕМЫ
Назначение литниковой системы
Литниковая система – это система каналов и резервуаров для подвода расплавленного металла в полость литейной формы, её заполнения и питания отливки при затвердевании. Литниковая система должна обеспечивать заполнение литейной формы с необходимой скоростью, задержку шлака и других неметаллических включений, выход паров и газов из полости формы, непрерывную подачу металла к твердеющей отливке. После окончания литья избыточный металл, заполняющий литниковую систему, застывает, сохраняя форму её каналов и образуя отход, подлежащий отделению от самой отливки.

Рис. 33Л. Литниковая система
1 – литниковая чаша; 2 – стояк; 3 – шлакоуловитель; 4 – питатель; 5 – выпор; 6 – прибыль.
Основными элементами литниковой системы (рис. 33Л) являются: 1 – литниковая чаша (воронка), которая предназначена для приёма струи расплава, вытекающей из разливочного ковша, и частичного задержания попадающего вместе с расплавом шлака; 2 – стояк – вертикальный или наклонный канал, передающий расплав из литниковой чаши внутрь литниковой системы; 3 – шлакоуловитель – горизонтальный канал, расположенный, как правило, в верхней полуформе и служащий для задержания шлака и передачи расплава из стояка к питателям; 4 – питатель – канал, подающий расплав непосредственно в полость литейной формы (питатель может быть как один, так и несколько, и они обычно располагаются в нижней полуформе); 5 – выпор – вертикальный канал для вывода газов из полости формы, сигнализации об окончании заливки, питания отливки расплавом при затвердевании; 6 – прибыль – резервуар с расплавленным металлом, обеспечивающий его непрерывный подвод к массивной части отливки, застывающей последней (при наличии нескольких массивных частей прибылей также может быть несколько).
Выбор места подвода металла к отливке
При выборе места подвода металла к отливке обязательно учитывается принцип затвердевания отливки. Так как отливка по своей конструкции склонна к направленному затвердеванию, то металл лучше подводить в ее массивные части.
Разновидности литниковых систем
Литниковые системы, в зависимости от формы, размеров отливки и свойств литейного сплава, имеют различное устройство.
1.По способу подвода расплава в рабочую полость формы литниковые системы делят на: верхнюю, сифонную (нижнюю), ярусную, вертикально-щелевую (рис. 34Л).
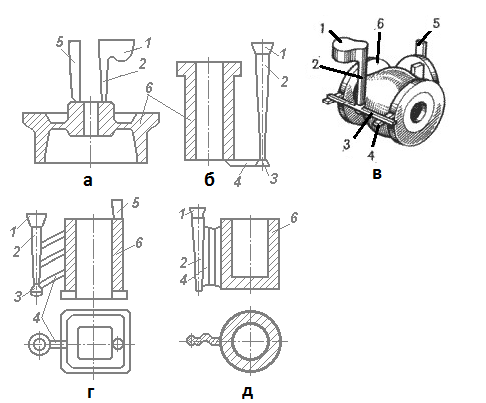
Рис. 34Л. Типы литниковых систем
а - верхняя; б – сифонная (нижняя); в – боковая; г - ярусная; д –вертикально- щелевая;
1 – литниковая чаша; 2 - стояк; 3 -шлакоуловитель; 4 - питатель; 5 - выпор; 6 - отливка
Верхняя литниковая система (рис. 34Л, а).
Достоинствами системы являются: малый расход металла; конструкция проста и легко выполнима при изготовлении форм; подача расплава сверху обеспечивает благоприятное распределение температуры в залитой форме (температура увеличивается от нижней части к верхней), а следовательно, и благоприятные условия для направленной кристаллизации и питания отливки.
Недостатки: падающая сверху струя может размыть песчаную форму, вызывая засоры; при разбрызгивании расплава возникает опасность его окисления и замешивания воздуха в поток с образованием оксидных включений; затрудняется улавливание шлака.
Верхнюю литниковую систему применяют для невысоких (в положении заливки) отливок, небольшой массы и несложной формы, изготовленных из сплавов, не склонных к сильному окислению в расплавленном состоянии (чугуны, углеродистые конструкционные стали, латуни).
Сифонная (нижняя) литниковая система (рис. 34Л, б)
Широко используется для литья сплавов, легко окисляющихся и насыщающихся газами (алюминий), обеспечивает спокойный подвод расплава к рабочей полости формы и постепенное заполнение ее поступающим снизу без открытой струи металлом. При этом усложняется конструкция литниковой системы, увеличивается расход металла на нее, создается неблагоприятное распределение температур в залитой форме ввиду сильного разогрева ее нижней части. Возможно образование усадочных дефектов и внутренних напряжений. При такой системе ограничена возможность получения высоких тонкостенных отливок (при литье алюминиевых сплавов форма не заполняется металлом, если отношение высоты отливки к толщине ее стенки превышает 60, H/δ≥60).
Боковая литниковая система (рис. 34Л, в).
Подвод металла осуществляется в среднюю часть отливки (по разъему формы).
Такую систему применяют при получении отливок из различных сплавов, малых и средних по массе деталей, плоскость симметрии которых совпадает с плоскостью разъема формы. Является промежуточной между верхней и нижней, и следовательно сочетает в себе некоторые их достоинства и недостатки.
Ярусная литниковая система (рис.34Л, г).
При ярусной литниковой системе подача расплава осуществляется на нескольких уровнях. Питатели действуют последовательно, начиная с нижних, по мере подъема уровня металла в полости формы. Эти системы, обеспечивающие спокойное заполнение и горячий металл в головной части потока, широко применяют при изготовлении крупных и тонкостенных отливок из черных и цветных сплавов.
Вертикально-щелевая литниковая система (рис.34Л, д).
Разновидность ярусной. Предназначена, главным образом, для цветных металлов и сплавов.
2. По гидродинамическому признаку литниковые системы подразделяются на сужающиеся и расширяющиеся.
Пример боковой сужающейся литниковой системы приведен на рис. 35Л.
|
а)
Вид А
б)
Вид А (вариант)
в)
|



Рис. 35Л. Литниковая система на фронтальном виде а и виде сверху б, в:
1 – литниковая чаша; 2 – стояк; 3 – шлакоуловитель; 4 – питатель; 5 – выпор; 6 – прибыль; 7 – коллектор.
Коллектор – распределительный горизонтальный канал, иногда выполняемый между шлакоуловителем и питателями для одновременного направления расплава к различным частям полости литейной формы.
|
|
|
Рис. 36Л. Принцип работы шлакоуловителя (соответствует сечению Б–Б на рис. 35Л, б): 1 – стояк; 2 – шлакоуловитель; 3 – питатели; 4 – шлак; 5 – расплавленный металл |

|
|
Принцип работы шлакоуловителя (рис. 36Л) основан на том, что шлак имеет значительно меньшую плотность, чем расплавленный металл, в связи с чем, попав из стояка 1 в шлакоуловитель 2, он всплывает наверх и остаётся в верхней части шлакоуловителя, не имеющего соединения с полостью литейной формы, а в расположенные ниже питатели 3, выходящие непосредственно в полость формы, поступает лишь более тяжёлый расплавленный металл.
Сужающаяся литниковая система используется при изготовлении чугунных отливок и имеет последовательное уменьшение площадей S поперечных сечений стояка 1 (рис. 36Л), шлакоуловителя 2 и питателей 3, т.е. Sс > Sш > Sп. Такая литниковая система обеспечивает быстрое заполнение расплавом всех каналов и лучшее улавливание шлака. Однако в полость литейной формы расплав поступает с высокой скоростью, что может приводить к разбрызгиванию и окислению расплава, захвату воздуха и размыву формы.
Расширяющаяся литниковая система используется при изготовлении стальных отливок, а также отливок из алюминиевых, магниевых, медных и других легкоокисляющихся сплавов, и характеризуется последовательным увеличением площадей поперечных сечений стояка 1, шлакоуловителя 2 и питателей 3, т.е. Sс < Sш < Sп. В такой литниковой системе скорость потока расплавленного металла снижается от стояка к питателям, в результате чего металл поступает в полость литейной формы спокойно, с меньшими разбрызгиванием, окислением и размытием стенок формы.