

ТКМ раздаточный материал / Лекции раздаточный материал / 2 Раздаточный материал лекции Литье / 7 Основные дефекты отливок
.docОсновные дефекты отливок и способы их предотвращения
1. Недоливы и спаи (рис. 22Л)
|
|
|
|
Рис. 22Л Недоливы и спаи в отливке 1- недоливы; 2- поверхностные спаи; 3- сквозной спай |

2. Усадочная раковина (рис. 23Л)
|
|
|
Рис. 23Л Усадочная раковина в отливке 1 – расплав; 2 – затвердевшая корка; 3 – затвердевший промежуточный слой; 4 – затвердевшая сердцевина; 5 – усадочная раковина |

3. Усадочная пористость (рис. 24Л)
.
|
Рис. 24Л Усадочная пористость в отливке 1- расплав; 2- ячейки с жидкой фазой; 3- кристаллы твердой фазы. |

Способы предотвращения образования усадочной раковины и усадочной пористости (рис. 25Л).
|
Внешний вид отливки после удаления литниковой системы, прибылей и внешних холодильников
|
|
Рис. 25Л Способы предотвращения образования усадочной раковины и усадочной пористости а- подпитка твердеющего металлов жидким металлом (использование прибылей); б выравнивание температуры по объему отливки (использование холодильников); в- комбинированный способ (использование прибылей с холодильниками) 1 – верхняя открытая прибыль; 2 – боковая закрытая прибыль; 3 – внешний холодильник; 4 – внутренний холодильник; 5- концентрированная усадочная раковина; 6- литниковая система для заливки расплавленного металла в полость литейной формы |




4. Трещины (рис. 26Л)
|
|
|
Рис. 26Л Трещины |

|
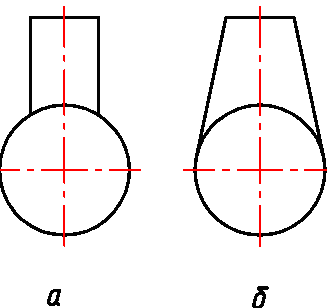
Рис. 27Л Технологичность отливок |
а – нетехнологично б – технологично (исключены резкие переходы от толстых сечений к тонким) |
5. Коробление (рис. 28Л)
|
|
|
Рис. 28Л Коробление а – деталь без коробления; б- деталь после коробления |

|
|
а – нетехнологично, б – технологично (обеспечение равностенности отливки) |
|
Рис. 29Л Технологичность отливок |
в - нетехнологично, г - технологично (используются ребра жесткости) |


6. Газовые раковины (рис. 30Л)
|
|
|
Рис. 30Л Газовые раковины в теле отливки |

7. Песчаные раковины (рис. 31Л)
|
|
|
Рис. 31Л Песчаные раковины, расположенные на поверхности отливки |

Методы обнаружения дефектов
Наружные дефекты отливок обнаруживаются внешним осмотром после извлечения отливки из формы или после очистки. Внутренние дефекты определяют радиографическими или ультразвуковыми методами дефектоскопии. Методы исправления дефектов
Незначительные дефекты исправляют заделкой замазками или мастиками, пропиткой различными составами, газовой или электрической сваркой. Заделка замазками или мастиками – декоративное исправление мелких поверхностных раковин. Перед заполнением мастикой дефектные места очищают от грязи, обезжиривают. После заполнения исправленное место заглаживают, подсушивают и затирают пемзой или графитом. Пропитывание применяют для устранения пористости. Отливки на 8…12 часов погружают в водный раствор хлористого аммония. Проникая в промежутки между кристаллами металла, раствор образует оксиды, заполняющий поры отливок. Газовую и электрическую сварку применяют для исправления дефектов на необрабатываемых поверхностях (раковины, трещины). Дефекты в чугунных отливках заваривают с использованием чугунных электродов и присадочных прутков, в стальных отливках – электродами соответствующего состав