

Преимущества и недостатки литья по выплавляемым моделям
|
ЛВМ Литье по выплавляемым моделям |
Отсутствие у формы разъема обеспечивает повышенную точность. Возможность получения отливок самой сложной конфигурации практически из любых сплавов. Высокая точность и чистота поверхности отливки позволяют исключить последующую механическую обработку. |
Длительный технологический процесс. Высокая стоимость отливки. |
3. Литье в оболочковые формы (лоф) (рис. 13л)
|
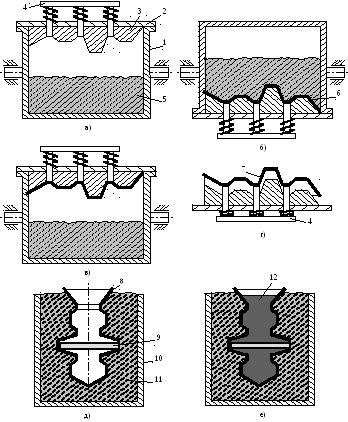
Рис. 13Л Литье в оболочковые формы а– модельное приспособление в исходном положении;б– поворот бункера и формирование полутвёрдой оболочки на модельной плите;в– возврат бункера в исходное положение;г– съём затвердевшей оболочки с модельной плиты;д– установка собранной оболочковой формы в опоку и засыпка подпорного материала;е– заливка оболочковой формы расплавом: 1 – поворотный бункер; 2 – металлическая модельная плита; 3 – металлическая модель; 4 – блок подпружиненных выталкивателей; 5 – формовочная смесь; 6 – полутвёрдая оболочка; 7 – затвердевшая оболочка; 8 – склеенная оболочковая форма; 9 – оболочковый стержень; 10 – контейнерная опока; 11 – подпорный материал; 12 – расплав |
Процесс изготовления отливки.
Оболочковые формы изготавливают следующим образом:
а – изготовление первой полуформы.
Металлическую модельную плиту 2(рис. 13Л,а) с закреплённой на ней металлической моделью3нагревают в печи до температуры 200…250С, после чего закрепляют на поворотном бункере1, содержащем формовочную смесь5. Затем бункер переворачивают (рис. 13Л,б), в результате чего формовочная смесь попадает на нагретую модельную плиту и выдерживается 10…30 с. Термореактивная смола в контактном с моделью слое переходит в жидкое состояние и склеивает песчинки песка с образованием полутвёрдой оболочки6.В зависимости от времени выдержки толщина оболочки составляет 5…20 мм.
Далее бункер поворачивают в исходное положение (рис. 13Л, в). Излишки формовочной смеси ссыпаются на его дно. Модельная плита с полутвёрдой оболочкой6снимается с бункера и в течении 1…1,5 мин нагревается в печи при температуре 300…350С, в результате чего оболочка окончательно переходит в твёрдое необратимое состояние. Затвердевшая оболочка7(рис. 13Л,г) блоком выталкивателей4 снимается с модели.
б - изготовление второй полуформы.
Вторая полуформа изготавливается аналогично первой.
в- изготовление стержней.
Если используются оболочковые стержни, то они изготавливаются таким же образом.
г – склеивание полуформ.
Готовые оболочковые полуформы с установленным внутрь стержнем 9(рис. 13Л,д) склеивают быстротвердеющим клеем и получают составную оболочковую форму8.
д- подготовка к заливке расплавленного металла.
Готовую оболочковую форму 8 помещают внутрь опоки 10и засыпают кварцевым песком или чугунной дробью11, создающими подпор, предотвращающий разрушение оболочки при заливке расплава.
Далее в полученную форму заливают расплавленный металл.