

8. Штангенприборы. Принцип построения нониуса и основные его хар-ки.
К штангенприборам относятся штангенциркули, штангенглубиномеры, штангенрейсмасы, штангензубомеры.
Все эти приборы объединяет единый принцип преобразования измерит. инфы и конструкция отчётных устройств. В основе реализации такого принципа лежит использование ПИП в виде подвижной рамки со шкалой нониуса, перемещающейся относительно штанги, на кот. нанесена основная шкала. У всех штангенприборов отсчетное устройство состоит из основной шкалы и шкалы нониуса, являющиеся вспомогательной или дополнительной шкалой.
Нониус - устройство для определения дробного значения деления основной шкалы, указателем для отсчета целого числа делений основной шкалы служит нулевой штрих нониуса, а указателем доли деления является штрих основной шкалы, совпадающий с каким-либо штрихом нониусной шкалы. Различают нониусы линейные и угловые.
Принцип действия нониуса состоит в совмещении соответствии штрихов 2 шкал, интервалы деления которых равны цене деления нониуса.
Расчёт основных параметров линейного нониуса производится следующим образом:
Задается интервал деления основной шкалы, а цена деления нониуса с и модуль шкалы нониуса γ. Модуль шкалы нониуса γ показывает, через какое число делений основной шкалы будут располагаться штрихи нониуса, смещенные на величину цены его деления.
В существующих штангенприборах принимаются значением модуля 1,2 и значительно реже 5, которым соответствуют цены деления нониуса 0,1; 0,05; и 0,02 мм.
Цена деления нониуса и кол-во деление шкалы n связаны след. зависимостью:
с = а*𝑛.
П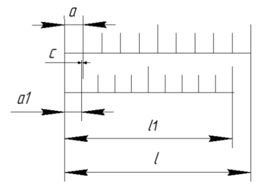 ри
этом интервал деления шкалы нониуса а1
можно рассчитать по формуле: а1=а∙𝛾−с
ри
этом интервал деления шкалы нониуса а1
можно рассчитать по формуле: а1=а∙𝛾−с
Полная же длина шкалы нониуса l1 будет определяться как: 𝑙1=𝑛∙𝑎1=𝑛(𝑎∙𝛾−𝑐) = 𝑛(𝑎∙𝛾−𝑎/𝑛) = 𝑎(𝑛∙𝛾−1)
При совмещении нулевого штриха шкалы нониуса с нулевым штрихом шкалы штанги штрих шкалы нониуса оказывается смещенным относительно первого за нулевой штрих штанги на 0,1 мм; соответственно второй штрих шкалы нониуса — на 0,2 мм, а десятый - на 1 мм, поэтому десятый штрих шкалы нониуса точно совпадает с девятым штрихом шкалы штанги.
Если при измерении размера детали шкала нониуса оказалась сдвинутый относительно шкалы штанги так, что её первый штрих (не считая нулевого) совпал с первым штрихом шкалы штанги, то размер детали определяют, суммируя отсчет по шкале штанги (нуль) и отсчет по шкале нониуса (1×0,1=0,1 мм), то есть 0+0,1=0,1 мм.
9. Штангенциркули. Конструкции, типы и основные характеристики нониусных и циферблатных штангенциркулей.
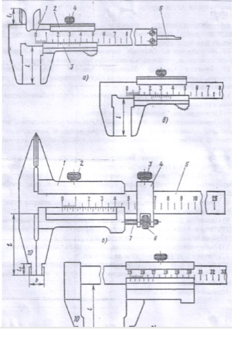
Штангенциркули предназначены для измерения наружных и внутренних размеров, глубин и высот уступов, а также для разметок. Сущ. нескольких типов и моделей, обеспечивающих изм. линейных размеров деталей в диапазоне от 0 до 4000 мм, основная погрешность штангенциркулей зависит от диапазона измерений и колеблется в приделах от 0,05 мм до 0,4 мм.
 Наиболее
распространены штангенциркули ШЦ-1
(рис. 2а), как наиболее универсальные.
Эти штангенциркули имеют конструкцию
с двухсторонним расположением губок,
предназначенная для измерения наружных
и внутренних размеров и специальной
выдвижной линейкой для измерения глубины
и высот уступов.
Наиболее
распространены штангенциркули ШЦ-1
(рис. 2а), как наиболее универсальные.
Эти штангенциркули имеют конструкцию
с двухсторонним расположением губок,
предназначенная для измерения наружных
и внутренних размеров и специальной
выдвижной линейкой для измерения глубины
и высот уступов.
ШЦТ-1 (рис. 2б) имеет одностороннее расположение губок, предназначена для измерения наружных размеров и глубин в условиях повышенного изнашивания.
ШЦ-2 (рис. 2в) – с двусторонним расположением губок - для измерения наружных и внутр. размеров и для разметки деталей.
ШЦ-3 (рис. 2г) с односторонним расположением губок - только для измерения наружных и внутренних размеров.
ШЦ-1 имеет шкалу 1 с нанесёнными на ней мм делениями. По штанги перемещается рамка 2 на слегка скошенной поверхности, кот. нанесена шкала нониуса 3. Для фиксирования рамки на рабочей поверхности штанги служит винт 4. С торца к рамке прикреплена линейка глубиномера 5. Верхние губки имеют ножевую форму и предназначены для измерения внутренних размеров, а нижние, имеющие плоскую форму рабочих поверхностей – наружных размеров. Верхние ножевые губки имеют возможность заходить одна на одну при выполнении измерений, что позволяет не учитывать толщину губок в измеренном внутреннем размере, а сразу считывать его по шкале отсчетного устройства.
Штангенциркули ШЦ-2 (рис. 2в) снабжены микрометрической подачей 4, предназначенной для плавного и точного перемещения рамки по штанге 5. В вырезе рамки микрометр. подачи расположена гайка 6, навёрнутая на винт 7, закреплённый в нижней части рамки 1. При освобожденном винте 2 и закреплённой микрометр. подаче 4 на штанге 5 с помощью стопорного винта 3 рамка 1 будет перемещаться плавно по штанге, если вращать гайку 6 микрометр. подачи 4.
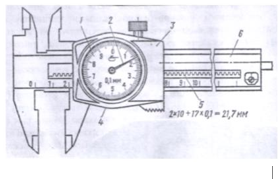 Встречаются
циферблатные штангенциркули, имеющие
отсчетные устройства в виде круговой
шкалы со стрелкой. Он имеет диапазон
измерения 0-150 мм, цену деления круговой
шкалы - 0,1 мм. К штанге 6 штангенциркуля
прикреплена зуб. рейка 5, с кот. находится
в зацеплении зуб. колесо (на рис. не
показано). На одной оси с зуб. колесом
находится стрелка 2, располагающаяся
над основной шкалой штанги. Один полный
оборот стрелки соотв. перемещению рамки
3 по штанге на 10 мм или на одно деление,
нанесенное на штанге 6. При соприкосновении
измеренных пов-тей штангенциркуля
стрелка должна совпадать с нулевой
отметкой круговой шкалы. Нулевая
установка достигается поворотом шкалы
и её фиксацией в нужном положении.
Встречаются
циферблатные штангенциркули, имеющие
отсчетные устройства в виде круговой
шкалы со стрелкой. Он имеет диапазон
измерения 0-150 мм, цену деления круговой
шкалы - 0,1 мм. К штанге 6 штангенциркуля
прикреплена зуб. рейка 5, с кот. находится
в зацеплении зуб. колесо (на рис. не
показано). На одной оси с зуб. колесом
находится стрелка 2, располагающаяся
над основной шкалой штанги. Один полный
оборот стрелки соотв. перемещению рамки
3 по штанге на 10 мм или на одно деление,
нанесенное на штанге 6. При соприкосновении
измеренных пов-тей штангенциркуля
стрелка должна совпадать с нулевой
отметкой круговой шкалы. Нулевая
установка достигается поворотом шкалы
и её фиксацией в нужном положении.