

Тема 5
Video 5
Размерная привязка инструментов может выполняться как на внешних измерительных системах – оптических или лазерных, так и на станочных автоматических устройствах, содержащих датчик контакта, связанный с системой ЧПУ станка. В станках фрезерной группы датчики обычно размещаются непосредственно на рабочем столе.

Тема 5
Для выполнения измерений инструмент по команде автоматического цикла перемещается в шпиндель. Далее инструмент приближается к датчику и осуществляет его касание. В момент контакта производится фиксация текущего положения шпинделя и определение величины корректора длины инструмента.
Тема 5
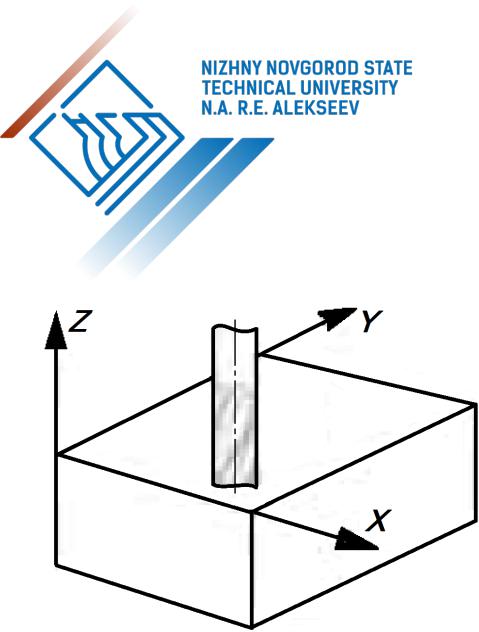
Смещений по оси Z определяется на последнем этапе пуско-наладки. Наладчик производит касание детали, предназначенной к обработке, одним из обрабатывающих инструментов. Когда датчик касается заданных поверхностей детали, наладчик регистрирует значение смещения Zo, полученное измерительной системой машины. Затем наладчик записывает данные в таблицу “смещения нулевых точек системы ЧПУ станка.
При внесении этой величины следует учитывать поправку на длину инструмента, задействованного в измерении.

Тема 5
Многопозиционная обработка
Как было показано выше, в горизонтальных станках с ЧПУ рабочий стол установлен на поворотном механизме, что позволяет обрабатывать различные поверхности детали. На вертикальных станках такая возможность отсутствует, поэтому обработка каждой грани требует переустановку детали и ее крепление в новое положение.

Тема 5
Рассмотрим пример, показывающий обработку детали на вертикальном станке с ЧПУ.

Тема 5
Деталь фиксируется в тисках, установленных на рабочем столе. Деталь переустанавливается вручную. Планы обработки обозначены стрелками. Вначале производится обработка передней поверхности детали и ее боковой поверхности. Далее оператор переворачивает деталь и закрепляет ее, после чего обрабатывается ее противоположная сторона. Затем оператор поворачивает деталь и крепит ее для дополнительной обработки боковой поверхности.

Тема 5
При изготовлении детали с большим числом переустановок Video 8 невозможно добиться высокой точности взаимного
расположения ее элементов. При этом каждая переустановка детали требует затрат существенного времени на пуско-наладку.
Снизить число переустановок возможно за счет применения поворотного стола, размещенного в рабочей зоне станка. Эти устройства способны поворачивать деталь относительно одной или двух координатных осей по командам управляющей программы.

Тема 5
Поворотный стол закрепляется на рабочий стол станка. Его использование в процессе обработки позволяет обрабатывать разные грани детали без
Video 9 переустановки. Такой тип операции называется многопозиционной обработкой. Ее использование существенно повышает качество детали и снижает время ее изготовления.

Тема 5
Video 10, 11
В настоящее время разработаны станки с ЧПУ со встроенными поворотными столами. Такие станки позволяют выполнять многопозиционную обработку относительно крупных деталей.

Video 12, 13
Тема 5
Пятикоординатная обработка
Как было отмечено выше, базовый уровень обработки деталей включает в себя фрезерование в плоскости X-Y
исверление при движении инструментов вдоль оси Z. Современные системы управления станков с ЧПУ позволили существенно расширить возможности обработки. Так 5-координатные станки с ЧПУ с поворотными столами способны осуществлять взаимно согласованные перемещения относительно осей X, Y, Z
иповороты относительно осей X, Y.