

3571
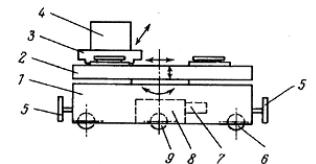
.pdfРис. 63. Линия шагающего конвейера:
1 – наружные швеллеры, 2 – рама из подвижных швеллеров, 3 и 5 – пневматические цилиндры, 4 – шток, 6 – рычажноэксцентриковый механизм, 7 – чугунная тумба
[http://www.stroitelstvo-new.ru/formovka/img/106.png]
Наличие же пневмоцилиндра 3 со штоком 4 дает возможность раме передвигаться вперед на величину шага и возвращаться в исходное положение. Благодаря такому устройству установленная на неподвижные швеллеры форма поднимается подвижной рамой, перемещается ею по горизонтали на один шаг, а затем опускается на неподвижную раму и т. д.
Управление рабочим циклом конвейера осуществляется автоматически золотниковой коробкой воздухораспределения при помощи электромагнитов и соответствующей электроаппаратуры, размещенных в специальном шкафу. Длина шагающего конвейера, как и его грузоподъемность, могут быть неограниченными. Число пневматических толкателей зависит от длины конвейера и прилагаемой нагрузки. Для сырых незалитых форм желательно иметь ролики с резиновым ободом для мягкого хода.
Привод шагающих конвейеров может быть пневматическим, гидравлическим и механическим.
При помощи шагающих конвейеров можно передвигать формы в горизонтальной плоскости и под прямым углом, для
130
чего в месте пересечения их линий устанавливается промежуточный поворотный стол. Объединяя таким образом в единую систему несколько шагающих конвейеров, можно создать напольный шагающий литейный конвейер. Для удобства накатывания и сталкивания форм на концах линии шагающего конвейера встраивают рольганги.
Применение подъемно-опускающихся тележек, расположенных на различных уровнях (над полом цеха и ниже его) по концам линий шагающих конвейеров, дает возможность создать компактный вертикально-замкнутый конвейер, нашедший применение на ряде отечественных заводов. Так, в литейном цехе Харьковского станкозавода имени Косиора в результате применения шагающих литейных конвейеров для опок 800X600 и 400 X Х300 мм удалось высвободить 200 м2 формовочной подкрановой площади на участке, производящем мелкие отливки.
Пневматические подъемники применяются главным образом при крупносерийном или массовом типе производства в условиях параллельного режима работы цеха. Они отличаются удобством и легкостью обслуживания, а также плавностью подъема (опускания) груза, что особенно важно для литейных цехов, где удары могли бы вызвать разрушение песчаных форм. Грузоподъемность пневматических подъемников ленинградского завода «Пневматика» составляет 185-
1760 кгс.
Тельферы представляют собой электрические подъемники, состоящие из электроблока для подъема груза (при помощи каната и крюка) и тележки для его перемещения. Тельферы перемещаются но монорельсам с помощью специального электромотора и обслуживают площадь малой ширины. Управление тельфером может осуществляться с пола или из кабины. Грузоподъемность их 0,25-5,0 тс.
Рольганги применяют в крупносерийном и массовом производстве для самых разнообразных целей: сборки и передачи собранных форм от формовочных машин на конвейер,
131

передачи пустых опок и т. д. Рольганг (рис. 64) представляет собой горизонтальную или слегка наклонную раму 1 с роликами 2, которые установлены на шарикоподшипниках и приходят во вращение при перемещении по ним формы 3.
Рис. 64. Рольганг: 1 – рама, 2 – ролики, 3 – литейная форма
[http://metallicheckiy-portal.ru/imgart/st180/st180-0101-2.jpg]
Длина секции рольганга обычно составляет 3-4 мм. Рольганги могут быть прямоугольными и выгнутыми, приводными и неприводными. Выгнутые рольганги образуют поворот или закругление пути. Их применяют реже. Сочетая прямоугольные и выгнутые секции, можно составить роликовый конвейер. В приводных рольгангах груз перемещается с помощью электродвигателя, а в неприводных – усилием, прикладываемым рабочим к грузу. Для перемещения крупных опок устанавливают два параллельных рольганга. На роликах среднего типа диаметром 105 мм можно перемещать груз массой до 2 т.
Ленточные транспортеры применяют в условиях мас-
сового и серийного производства для передачи формовочных смесей в бункера, подвешенные над формовочными машинами, для доставки просыпавшейся оборотной смеси от формовочных машин и от выбивных решеток в смесеприготовительное отделение и т. д.
Транспортер представляет собой бесконечную прорезиненную ленту, натянутую на два концевых барабана. Один из
132
барабанов является ведущим и приводится во вращение двигателем, а второй – ведомым. Концевые барабаны и опорные ролики, предотвращающие провисание ленты под тяжестью груза, монтируются на металлической конструкции. Ширина ленты обычно составляет 400-800 мм, а длина транспортера может достигать 200 м.
Тележки самоходные (рис. 65) удобны для перемещения различных грузов (стержней, модельных плит, опок и т. д.) в любом направлении при наличии в цехе благоустроенных (деревянных шашечных, асфальтовых и цементных) дорог.
Рис. 65. Тележка самоходная
Тележка состоит из основания 1 с ромбовидным размещением колес 6, 9, что повышает маневренность тележки и упрощает устройство разворота. С торцов основания смонтированы подвижные бамперы 5 для автоматического торможения и остановки в случае возникновения препятствия.
В основании расположены приводы на колеса 9, состоящие из редукторов 8, электродвигателей 7 с питанием от аккумуляторных батарей. На основании монтируется грузовая платформа 2 для транспортирования и загрузки-выгрузки столов-спутников 3 с заготовками 4.
Тележки приводятся в движение электродвигателями (электрокары) или двигателями внутреннего сгорания (авто-
133

кары). Грузоподъемность тележек 0,75-2 тс, а скорость движения по гладкой горизонтальной дороге с полным грузом 4-
8км/ч.
Всовременных высокомеханизированных литейных цехах литейные конвейеры и другие подъемно-транспортные средства применяют в сочетании с формовочными машинами и другим технологическим оборудованием и, таким образом, осуществляют комплексную механизацию и поточные методы труда.
Расчет количества средств механизации
Количество элементов напольно-тележечного тран-
спорта (электротележки, электроштабелеры, погрузчики и т.п.) определяют по формуле:
(12)
где Q – годовой грузооборот, т;
qэ – грузоподъемность электротележки, т;
Тэ – общее время пробега (оборот) электротележки, мин; К1 – коэффициент неравномерности; К2 = 0,8 - коэффициент использования грузоподъемности;
Фдо – действительный годовой фонд времени работы оборудования при соответствующем числе смен, час;
m = 1 или 2 коэффициент, учитывающий одно или двухстороннюю систему перевозок;
Общее время пробега электро-тележки:
Тэ = Тпр Тп Тр Тз, (13) где Тпр – время пробега эл. тележки в оба конца, мин;
Тп – время погрузки, мин (принимаем равным 0,07 – 0,15 на 1 т, чел.-ч);
Тр – время на разгрузку, мин (принимаем равным 0,07 на 1 т чел.-ч);
134

Тз – время случайных задержек (примерно 10% на каждый рейс), мин;
Время пробега эл. тележки в оба конца:
(14)
где l – среднее расстояние при маршрутных перевозках;
v – среднетехническая скорость электрокара (принимаем равным 3,6…5 км/ч).
При расчете подвесных конвейеров используют скорость или производительность:
или |
(15) |
где Q – производительность конвейера в шт/час;- такт работы в мин;
l – шаг подвесок в м;
n – количество изделий на одной подвеске, шт.
Для конвейеров, обслуживающих станочные линии, скорость принимается 1 – 6 м/мин (при массе изделий 30 – 50 кг скорость принимают не более 3 м/мин).
При необходимости создания запаса на конвейере в расчет вводят коэффициент увеличения производительности (до
5).
При обслуживании подвесным конвейером сушильных, моечных или лакокрасочных камер скорость его определяется:
(16)
где L – общая длина рабочего участка камеры; То – технологическое время обработки.
135
Расчет производительности конвейера
Конвейер (транспортер) – наиболее распространенная транспортирующая машина в кузнечно-штамповочных и литейных цехов на машиностроительных предприятиях.
Конвейеры предназначены для перемещения холодных и горячих заготовок в горизонтальном и наклонном направлениях при угле подъема, не превышающем 2/3 угла естественного откоса в движении. Производительность конвейеров, т/ч, рассчитывается по формуле
, |
(17) |
где F – площадь поперечного сечения потока материала на тележке, м2;
V – скорость движения материала, м/с (табл. 16);– плотность материала, т/м3 (табл. 16);
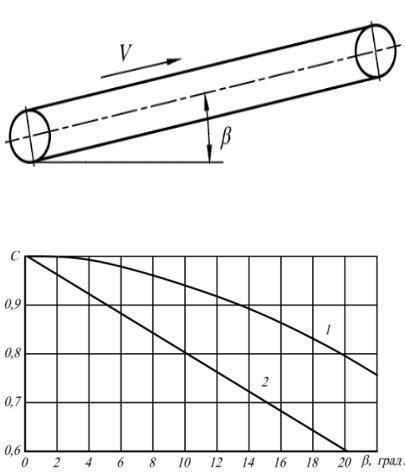
С – коэффициент, учитывающий снижение производительности в зависимости от угла наклона конвейера, угол наклона конвейера (рис. 66) принимать по табл. 16. Значения коэффициента С определять по графику (рис. 67, кривая 1).
Площадь сечения материала на ленте подсчитывается следующим образом. Многочисленные исследования и многолетний опыт эксплуатации ленточных конвейеров показали, что поперечное сечение материала на плоской ленте без бортов представляет собой треугольник с углом при основании 3, равным половине угла естественного откоса в движении 2, и длиной основания Вo меньшей ширины ленты В
(рис. 68).
, (18)
где 1 – угол естественного откоса в покое. Площадь сечения материала на желобчатой ленте (рис. 68) можно рассматривать как сумму площадей треугольника и трапеции.
136
Длину среднего ролика В1 определяют через ширину ленты В1 = 0,38В. Угол наклона боковых роликов a принимать из табл. 16.
Рис. 66. Схема ленточного конвейера
Рис. 67. График для определения значения коэффициента С для 1) ленточного конвейера; 2) винтового конвейера.
137
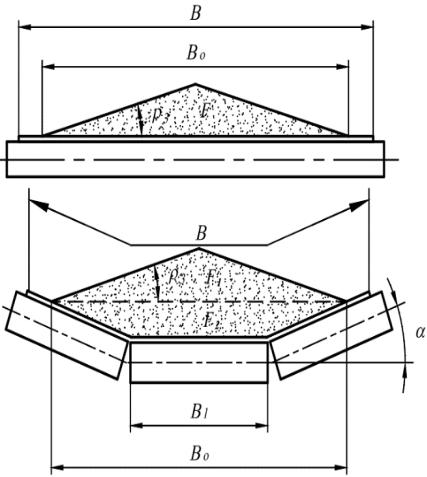
Рис. 68. Схема к определению поперечного сечения материала на тележке конвейера
138
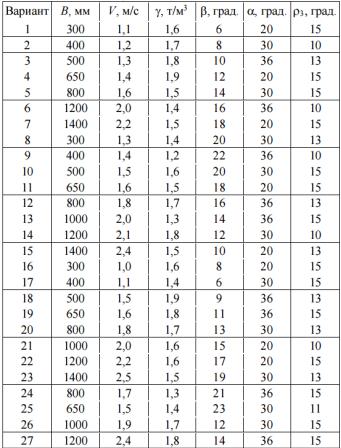
Таблица 16
Выполнение работы:
1.По выданному преподавателем варианту определить состав и количество грузоподъемных механизмов, достаточных для обеспечения грузопотока цеха в соответствии с производственной программой.
2.Количество тележек рассчитывается в специализированной программе при следующих исходных данных (рис.
69).
139