

3329
.pdf1 |
|
2 |
|
|
|
|
|
|
3 |
|
|
Экономи- |
Описание |
объектов |
(про- |
Целесообразно при уста- |
|||||||
ко-матема- |
цессов) посредством |
|
эко- |
новлении |
взаимосвязи |
||||||
тическое |
номических |
моделей |
с |
основных |
функциональ- |
||||||
моделиро- |
применением математиче- |
ных, конструктивных и |
|||||||||
вание |
ских пользованием совре- |
технологивидов |
исход- |
||||||||
конструк- |
менных |
математических |
ных |
заготовок; |
установ- |
||||||
тивных |
средств, включая матема- |
ление точности размеров |
|||||||||
элементов |
тическое |
и динамическое |
и шероховатости поверх- |
||||||||
деталей и |
программирование, |
опти- |
ностей; |
выбор |
формы |
и |
|||||
материалов |
мальное |
управление, |
|
век- |
расположения поверхно- |
||||||
|
торный анализ. Выбор ме- |
стей деталей и видов их |
|||||||||
|
тода оптимизации зависит |
соединений |
с |
сопрягае- |
|||||||
|
от вида целевой функции и |
мыми |
деталями; выбор |
||||||||
|
характера ограничений |
|
методов изготовления, |
в |
|||||||
|
|
|
|
|
|
том числе сборки |
|
||||
Размерный |
Совокупность |
приемов |
Целесообразен при про- |
|
|||||||
анализ |
расчленения |
объекта |
на |
становке размеров и их |
|
||||||
|
элементарные поверхности |
предельных отклонений, |
|
||||||||
|
и на связи между ними |
|
при учете оптимальности |
||||||||
|
|
|
|
|
|
затрат на изготовление и |
|
||||
|
|
|
|
|
|
взаимозаменяемость со- |
|
||||
|
|
|
|
|
|
ставных частей конструк- |
|||||
|
|
|
|
|
|
ции при сборке, монтаже, |
|||||
|
|
|
|
|
|
техническом обслужива- |
|
||||
|
|
|
|
|
|
нии и ремонте |
|
|
|||
Функцио- |
Минимизация |
затрат |
для |
Применим независимо от |
|||||||
нально- |
обеспечения |
основных |
типа производства. Наи- |
|
|||||||
стоимост- |
функций изделия |
|
|
больший эффект дает на |
|
||||||
ной анализ |
|
|
|
|
|
ранних стадиях проекти- |
|
||||
|
|
|
|
|
|
рования изделия |
|
|
|||
Экономи- |
Описание |
объектов |
(про- |
Целесообразно при уста- |
|||||||
ко-мате- |
цессов) посредством |
|
эко- |
новлении |
взаимосвязи |
||||||
матичес- |
номических |
моделей |
с |
основных |
функциональ- |
||||||
кое моде- |
применением |
математиче- |
ных, |
конструктивных |
и |
||||||
лирование |
ских средств |
|
|
|
технологических характе- |
||||||
|
|
|
|
|
|
|
Продолжение табл. 2 |
||||
30
1 |
2 |
|
3 |
|
|
ристик изделия, влияю- |
|
|
|
щих на затраты труда, ма- |
|
|
|
териалов и |
энергии при |
|
|
изготовлении, техниче- |
|
|
|
ском обслуживании и ре- |
|
|
|
монте, с эффективностью |
|
|
|
проектируемой техники в |
|
|
|
народном хозяйстве |
|
|
|
|
|
Обеспечение конструктивной преемственности изделия
Типиза- |
Создание типового |
образца |
Наиболее эффективна |
|||||
ция |
кон- |
изделия для |
множества |
его |
при многократной повто- |
|||
струкции |
исполнений, |
обеспечиваю- |
ряемости конструктив- |
|||||
изделия |
щего |
применение |
при |
их |
ных схем и компоновок |
|||
|
|
разработке |
унифицирован- |
изделия и его составных |
||||
|
|
ных составных частей и свя- |
частей |
|
||||
|
|
зей между ними |
|
|
|
|
||
|
|
|
|
|||||
Унифи- |
Сокращение |
разнообразия |
Применяется на всех ста- |
|||||
кация |
со- |
перечисленных |
объектов |
диях создания конструк- |
||||
ставных |
при сохранении (или увели- |
ции изделия и подготовки |
||||||
частей из- |
чении) |
разнообразия сфер |
его производства, |
если в |
||||
делия, |
(объектов), в которых |
они |
сфере производства и экс- |
|||||
конструк- |
применяются |
|
|
|
плуатации повышает про- |
|||
тивных |
|
|
|
|
|
изводительность |
труда, |
|
элемен- |
|
|
|
|
|
качество работы, снижает |
||
тов и ма- |
|
|
|
|
|
себестоимость продукции |
||
териалов |
|
|
|
|
|
и работ при техническом |
||
|
|
|
|
|
|
|
обслуживании и ремонте |
|
|
|
|
||||||
Взаимо- |
Придание составным частям |
Наиболее эффективна для |
||||||
заменяе- |
изделия способности взаим- |
составных частей изде- |
||||||
мость |
|
ной замены в данном изде- |
лия, часто сменяемых в |
|||||
состав- |
лии или группе изделий |
|
процессе их эксплуатации |
|||||
ных |
ча- |
|
|
|
|
|
и ремонта |
|
стей |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Продолжение табл. 2 |
|
31
1 |
|
|
|
2 |
|
|
|
3 |
Заим- |
Выбор составных частей или |
Целесообразно при нали- |
||||||
ствование |
конструктивных |
элементов |
чии освоенного производ- |
|||||
|
изделия |
и |
|
материалов |
из |
ства составных частей, |
||
|
числа |
существующих |
для |
конструктивных элемен- |
||||
|
применения в разрабатывае- |
тов и материалов |
||||||
|
мой конструкции |
|
|
|
|
|||
Симпли- |
Ограничение |
или |
простое |
Применима в случаях, ко- |
||||
фикация |
сокращение |
числа |
типораз- |
гда технически и эконо- |
||||
|
меров выпускаемых изделий |
мически целесообразно |
||||||
|
и их составных частей одно- |
уменьшение числа приня- |
||||||
|
типного исполнения, номен- |
тых конструктивных ре- |
||||||
|
клатуры |
конструктивных |
шений и материалов |
|||||
|
элементов, сортамента и ма- |
|
||||||
|
рок |
|
|
применяемых |
|
|||
|
материалов |
|
|
|
|
|
|
|
Обеспечение технологической преемственности |
||||||||
|
|
|
конструкции изделия |
|||||
Типиза- |
Систематизация, |
анализ |
и |
Применяется при любом |
||||
ция тех- |
синтез возможных техно- |
типе производства. Целе- |
||||||
нологиче- |
логических решений с целью |
сообразна при единстве |
||||||
ских про- |
разработки технологических |
технологической после- |
||||||
цессов на |
процессов, |
оптимальных для |
довательности и общно- |
|||||
всех эта- |
данных условий производ- |
сти элементов процесса |
||||||
пах жиз- |
ства, технического обслужи- |
|
||||||
ненного |
вания и ремонта |
|
|
|
|
|||
цикла |
|
|
|
|
|
|
|
|
изделия |
|
|
|
|
|
|
|
|
Унифи- |
Сокращение |
разнообразия |
Применяется в целях рез- |
|||||
кация |
операций, |
обеспечивающее |
кого повышения загрузки |
|||||
техноло- |
изготовление |
или |
ремонт |
средств технологического |
||||
гических |
группы |
изделий |
различной |
оснащения |
||||
операций |
конфигурации на |
специали- |
|
|||||
|
зированных рабочих местах |
|
||||||
|
в условиях групповой обра- |
|
||||||
|
ботки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Окончание табл. 2 |
32
1 |
|
2 |
3 |
Стандар- |
Совокупность приемов уни- |
Наиболее эффективна в |
|
тизация |
фикации, агрегатирования и |
единичном и мелкосерий- |
|
средств |
взаимозаменяемости средств |
ном производствах, а |
|
техноло- |
технологического оснаще- |
также при создании гиб- |
|
гического |
ния, обеспечивающих мно- |
ких автоматизированных |
|
оснаще- |
гократное |
использование |
производственных систем |
ния |
стандартных компонентов и |
|
|
|
на этой основе минимиза- |
|
|
|
цию затрат на разработку и |
|
|
|
производство |
специальных |
|
|
средств оснащения |
|
|
Вопросы для самоконтроля
1.Дайте определение параметрической оптимизации объектов производства.
2.Что представляет собой блочно-модульное построение систем и устройств?
3.Понятие агрегатирования составных частей.
4.В чем заключается оптимизационный метод выбора
иназначения конструктивных элементов деталей и материалов?
5.С какой целью применяется размерный анализ конструкции изделия?
6.Зачем проводят функционально-стоимостной анализ при создании изделия?
7.Область использования экономико-математиче- ского моделирования конструктивных элементов деталей и материалов.
8.Из чего складывается обеспечение конструктивной преемственности изделия?
9.Приведите основные слагающие технологической преемственности конструкции изделия.
4. ПОВЫШЕНИЕ ТЕХНОЛОГИЧНОСТИ
33
ВЗАГОТОВИТЕЛЬНОМ ПРОИЗВОДСТВЕ
4.1.Конструкторско-технологические проблемы заготовительного производства
Широта и разноплановость задач, решаемых при выборе конструкционных материалов для нагруженных элементов наукоемких изделий, привела к необходимости использования не только новых материалов с повышенными механическими характеристиками, способных сопротивляться воздействию циклических нагрузок широкого спектра частот и совместимых с водородом, но и совершенно новых технологий, ранее не применяемых в производстве.
Традиционные технологические и материаловедческие приемы литье, ковка, штамповка, дополнительное легирование, термообработка и т. п. практически полностью исчерпали себя и не могут обеспечить радикального повышения служебных характеристик сталей и сплавов.
Кроме того, дополнительное легирование приводит, как правило, к снижению технологических свойств жаропрочных сплавов, затрудняет горячую деформацию (ковку и штамповку) и обработку резанием, что в свою очередь вызывает уменьшение коэффициента использования металла, как для деталей, изготавливаемых из поковок и на станках с ЧПУ штамповок с очень низким коэффициентом использования материала (рис. 4.1).
В связи с этим на первый план выходят принципиально новые технологические процессы обработки материалов и изготовления деталей. К таким процессам, в частности, относится технология металлургии гранул в сочетании с горячим изостатическим прессованием (ГИП). Гранульная технология используется главным образом при изготовлении деталей ответственного назначения из сплавов на основе никеля и титана.
34

Рис. 4.1. Детали, целиком обработанные на станках с ЧПУ
Сравнительный анализ механических характеристик и структуры литых и гранульных деталей из сплавов аналогичного химического состава выявил несомненные преимущества гранульных материалов, скомпактированных методом ГИП (таблица 3).
Во-первых, гранульные материалы имеют практически 100% плотность и не содержат дефектов, неизбежных при литье (пор, раковин, рыхлот, неметаллических включений). Во-вторых, структура этих материалов характеризуется мелким зерном, однородностью и изотропностью свойств независимо от размера сечения деталей, чего невозможно добиться при изготовлении деталей литьем, ковкой или
35
штамповкой. Кроме того, в сравнении с литейными аналогами гранульные сплавы на основе никеля имеют в 1,3 1,5 раза большую прочность и в два с лишним раза большую пластичность. Механические характеристики гранульных титановых сплавов находятся на уровне деформированного металла. В связи с этим процесс ГИП стал неотъемлемой частью при производстве деталей ответственного назначения. Часто РК изготавливают из титановых или алюминиевых сплавов. В таблице для некоторых материалов РК приведены механические характеристики материалов при температуре 293 К и 20 К.
Таблица 3 Механические характеристики материалов
Материал |
, |
в, МПа |
02, МПа |
, % |
|||
кг/м3 |
|
|
|
|
|
|
|
293 К |
20 K |
293 К |
20 К |
293 К |
20 К |
||
|
|
|
|
|
|
|
|
Титановый |
|
|
|
|
|
|
|
сплав ВТ5 1КТ |
4420 |
800 |
1500 |
750 |
1300 |
25 |
14 |
деформирован- |
|
|
|
|
|
|
|
ный |
|
|
|
|
|
|
|
Титановый |
|
|
|
|
|
|
|
сплав ВТ6С |
4450 |
850 |
1550 |
850 |
1500 |
25 |
- |
деформирован- |
|||||||
ный |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Алюминиевый |
|
|
|
|
|
|
|
сплав АК6 де- |
2750 |
470 |
630 |
390 |
470 |
33 |
20 |
формированный |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Титановый |
|
|
|
|
|
|
|
сплав ВТ5 1КТ, |
4460 |
736 |
1324 |
687 |
1226 |
20 |
15 |
полученный |
|
|
|
|
|
|
|
ГИП |
|
|
|
|
|
|
|
36
В заготовках, получаемых методом ГИП, не только обеспечивается высокая прочность и пластичность материала, но и практически отсутствуют дефекты, достигается однородная мелкозернистая структура материала в сравнении с литым вариантом изготовления.
Заготовка основного диска РК штампованная. Лопатки РК формируются и одновременно сращиваются с основным диском методом ГИП. После прессования заготовки межлопаточные каналы РК не подвергаются механической обработке ввиду отсутствия технологических методов и средств. При испытаниях РК получены скорости, соответствующие разрушению, до 800 м/с в воздушной среде нормальной температуры и до 900 м/с в среде водорода при рабочей температуре. Разница между максимальной и минимальной разрушающими скоростями при комнатной температуре составляет всего 8%, для криогенных температур (60 К) значение разрушающей скорости вращения на 20 25% выше разрушающей скорости вращения при комнатной температуре. Диск, лопатки и бандаж колеса турбины выполняются из гранул за одно целое.
Качество турбины контролируется ультразвуковым методом. В турбине, как и в других высоконагруженных деталях, механические характеристики материала контролируются испытаниями на растяжение стандартных образцов. При испытаниях в воздушной среде нормальной температуры получена скорость, соответствующая разрушению, до 725 м/с. При длительных испытаниях двигателей на повышенных режимах наблюдались дефекты на лопатках рабочего колеса второй ступени турбины, причиной которых явилось сочетание действующих высоких напряжений от центробежных сил бандажа и высокотемпературного водорода. К тому же, метод ГИП не позволяет получать заготовки с узкими глубокими полостями и каналами. В связи с этим широкое применение нашла технология изготовления рабочего колеса турбины из заготовки, получаемой методом
37
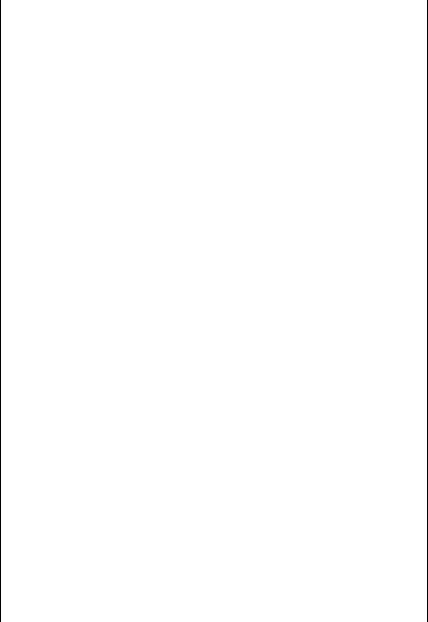
газостатического прессования с последующей электрофизической обработкой узких межлопаточных каналов (рис. 4.2).
Рис. 4.2. Детали, из заготовок, получаемых методами ГИП с последующей ЭФО каналов
Одним из эффективных способов устранения внутренних литейных дефектов усадочного и газового характера является высокотемпературная газостатическая обработка (ВГО). Такой обработке подвергаются отливки из нержавеющих сталей, никелевых и алюминиевых сплавов после устранения внешних дефектов. После ВГО производится дополнительный контроль литейных дефектов в заготовках. С помощью ВГО устраняется до 50% дефектов типа рыхлот в отливках из нержавеющих сталей и до 80% в отливках из
38
никелевых сплавов. При этом наблюдается повышение плотности материала до 0,5%. В отливках из алюминиевых сплавов количество внутренних дефектов после ВГО уменьшается более чем на 50%.
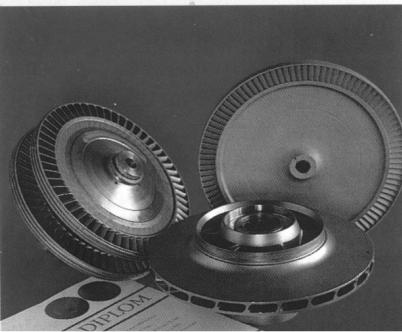
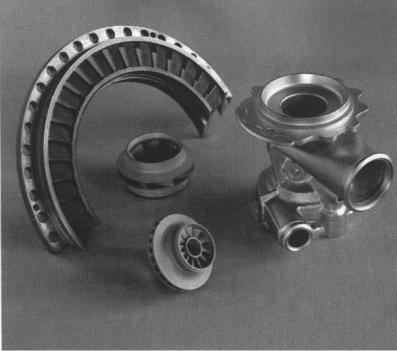
Как правило, ВГО назначается для ответственных деталей, к которым предъявляются повышенные требования по герметичности. В силу отмеченных достоинств высокотемпературная газостатическая обработка является неотъемлемой частью процесса производства высококачественных отливок (рис. 4.3).
Рис. 4.3. Заготовки, получаемые методами литья по выплавляемым моделям
39