

Вопрос №7 Ручная дуговая сварка. Схема процесса. Преимущества и недостатки.
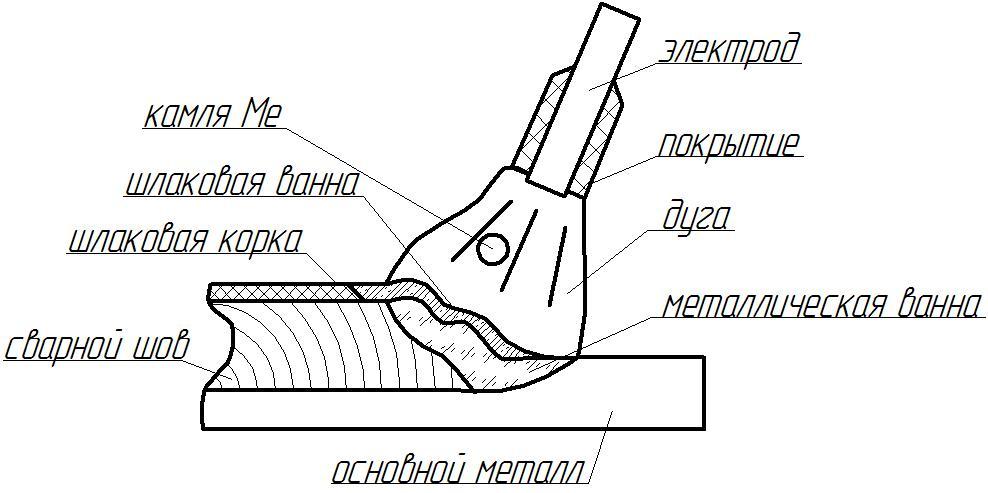
Ручную дуговую сварку выполняют сварочными электродами, которые подают в дугу и перемещают вдоль заготовки. Для удержания электрода и подвода к нему тока используют электродержатель.
Дуга горит между стержнем электрода и основным металлом. Стержень электрода плавится, и расплавленный металл каплями стекает в металлическую ванну. Вместе со стержнем плавится покрытие электрода, образуя газовую защитную атмосферу вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает, и образуется сварной шов. Жидкий шлак по мере остывания образует на поверхности шва твердую шлаковую корку. Для обеспечения заданных состава и свойств шва в покрытие вводят легирующие элементы и элементы – раскислители.
Электроды классифицируют по следующим признакам: типу покрытия, химическому составу жидкого шлака, назначению.
По типу покрытия электроды делятся на электроды со стабилизирующими, защитными или легирующими покрытиями.
Ручную дуговую сварку довольно широко применяют в производстве металлоконструкций для самых различных металлах и сплавах малых и средних толщин. Ручная сварка удобна при выполнении коротких и криволинейных швов в любых пространственных положениях, а также при наложении швов в труднодоступных местах, незаменима при монтажных работах и сборке конструкций сложной формы. Ручная сварка обеспечивает хорошее качество сварных швов, но обладает низкой производительностью.
Вопрос № 8 Функции покрытия электрода при ручной дуговой сварке.
Для
ручной дуговой сварки плавящимся
электродом применяют электроды,
представляющие собой стержни из сварочной
проволоки с электродным покрытием.
Покрытие наносят с целью: поддержания
устойчивого горения дуги, защиты зоны
сварочной дуги от
![]() кислорода воздуха; образования на
поверхности сварочной ванны и металла
шва слоя шлака, защищающего ванну от
доступа воздуха и замедляющего охлаждение
шлака; раскисления металла шва и его
легирования.
кислорода воздуха; образования на
поверхности сварочной ванны и металла
шва слоя шлака, защищающего ванну от
доступа воздуха и замедляющего охлаждение
шлака; раскисления металла шва и его
легирования.
Для изготовления электрода применяют проволоку из стали и цветных Ме.
В зависимости от типа покрытия электроды разделяют на виды: А (кислое покрытие), Б (основное покрытие), Ц (целлюлозное ), Р (рутиловое), П (покрытия прочих видов).П
Вопрос №9 Автоматическая сварка под флюсом. Схема процесса. Роль флюса. Преимущества и недостатки.
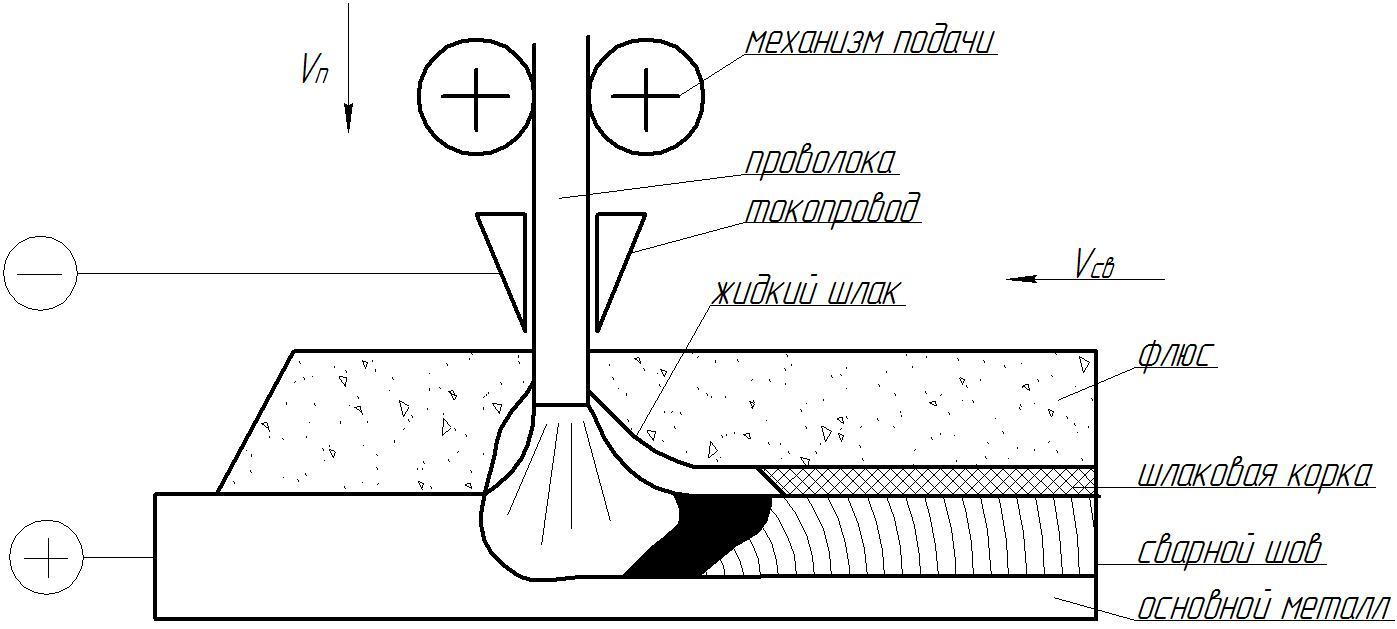
Автоматическая дуговая сварки под флюсом. При этом способе используют процесс, отличающийся от ручной сварки покрытыми электродами следующим: сварку ведут непокрытой электродной проволокой, дугу и сварочную ванну защищают флюсом, подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварка кратера в конце шва. Указанные особенности автоматической сварки обеспечивают значительное повышение ее производительности и более высокое качество сварных соединений по сравнению с ручной сваркой.
Дуга горит между электродной проволокой и основным металлом. Столб дуги и металлическая ванна жидкого металла со всех сторон плотно закрыты слоем флюса толщиной 30— 50 мм. Часть флюса, окружающего дугу, расплавляется, образуя на поверхности расплавленного металла ванну жидкого шлака. Для сварки под флюсом характерно глубокое проплавленне основного металла. Действие мощной дуги и весьма быстрое движение электрода вдоль заготовки обусловливают оттеснение расплавленного металла в сторону, противоположную направлению сварки. По мере поступательного движения электрода происходит затвердевание металлической и шлаковой ванн с образованием сварного шва, покрытого твердой шлаковой коркой. Электродную проволоку подают в дугу и перемещают ее вдоль шва механизированным способом с помощью механизмов подачи и перемещения. Ток к электроду поступает через токоподвод .
Основные преимущества автоматической сварки под флюсом по сравнению с ручной дуговой сваркой состоят в повышении до 15—20 раз производительности процесса сварки, качества сварных соединений и уменьшении себестоимости 1 м сварногошва.
Повышение производительности достигается за счет использования больших сварочных токов (до 2000 А) и непрерывности процесса сварки. Применение голой проволоки позволяет приблизить токоподвод на минимально возможное расстояние от дуги и тем самым устранит опасный разогрев электрода при большой силе тока. Плотная флюсовая защита сварочной ванны предотвращает разбрызгивание и угар расплавленного металла в условиях действия мощной дуги. Увеличение тока сопровождается увеличением глубины проплавленин, что позволяет сваривать металл большой толщины (до 20 мм) за один проход без разделки кромок.
Качество сварных швов обеспечивается повышением механических свойств наплавленного металла благодаря надежной защите сварочной ванны флюсом, интенсивного раскисления и легирования вследствие увеличения объема жидкого шлака и сравнительного медленного охлаждения шва под флюсом и твердой шлаковой коркой; улучшением формы и поверхности сварного шва и постоянством его размеров по всей длине вследствие регулирования режима сварки, механизированной подачи и перемещения электродной проволоки.
Недостаток – сварка только в одном пространственном положении.