

1086
.pdfПСр3 |
|
3,0 |
– |
– |
– |
– |
1,0 |
– |
– |
– |
Ост. |
– |
0,15 |
0,010 |
0,15 |
|
|
±0,3 |
±0,2 |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПСрО3-97 |
3,0 |
– |
– |
Ост. |
– |
– |
– |
– |
– |
– |
0,200 |
0,15 |
0,010 |
0,30 |
||
±0,3 |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПСрОС |
3-58 |
3,0 |
– |
– |
57,8 |
– |
0,5 |
– |
– |
– |
Ост. |
– |
0,15 |
0,010 |
0,15 |
|
±0,4 |
±1,0 |
±0,3 |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПСр3Кд |
3,0 |
– |
1,0 |
– |
– |
– |
– |
Ост. |
– |
– |
0,200 |
0,10 |
0,010 |
0,30 |
||
±0,5 |
±0,5 |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПСр2,5 |
|
2,5 |
– |
– |
5,5 |
– |
– |
– |
– |
– |
Ост. |
– |
0,15 |
0,010 |
0,15 |
|
|
±0,3 |
±0,5 |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПСр2,5С |
2,5 |
– |
– |
– |
– |
– |
– |
– |
– |
Ост. |
– |
0,15 |
0,010 |
0,15 |
||
±0,2 |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПСр2 |
|
2,0 |
– |
– |
30,0 |
– |
– |
– |
5,0 |
– |
Ост. |
– |
0,15 |
0,010 |
0,15 |
|
|
±0,3 |
±1,0 |
±0,5 |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПСрОС |
2-58 |
2,0 |
– |
– |
58,8 |
– |
5,0 |
– |
– |
– |
Ост. |
– |
0,15 |
0,010 |
0,15 |
|
±0,3 |
±1,0 |
±0,3 |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПСр1,5 |
|
1,5 |
– |
– |
15,0 |
– |
– |
– |
– |
– |
Ост. |
– |
0,15 |
0,010 |
0,15 |
|
|
±0,3 |
±1,0 |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПСр1 |
|
1,0 |
– |
– |
35,0 |
– |
0,9 |
– |
2,5 |
– |
Ост. |
– |
0,15 |
0,010 |
0,15 |
|
|
±0,2 |
±1,0 |
±0,4 |
±0,5 |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
201
Таблица 2 Физико-механические cвойства серебряных припоев
|
Температура плавления |
|
Удельное |
|||
Марка припоя |
Верхняя |
Нижняя |
Плотность, |
электросопро- |
||
критическая |
критическая |
γ, кг/м3 |
тивление, |
|||
|
точка |
точка |
|
ρ, 10-8 Ом·м |
||
|
К |
°С |
К |
°С |
|
|
|
|
|
||||
ПСр 72 |
1052 |
779 |
1052 |
779 |
10000 |
2,9 |
ПСр 71 |
1068 |
795 |
918 |
654 |
9800 |
4,3 |
ПСр 70 |
1043 |
770 |
988 |
715 |
9800 |
4,1 |
ПСрМО 68-27-5 |
1038 |
765 |
928 |
655 |
9900 |
14,0 |
ПСр 65 |
995 |
722 |
968 |
695 |
9450 |
8,6 |
ПСр 62 |
996 |
723 |
923 |
650 |
9600 |
25,5 |
ПСр 50 |
1133 |
860 |
1052 |
779 |
9300 |
2,5 |
ПСр 50Кд |
913 |
640 |
898 |
625 |
9250 |
7,8 |
ПСрМЦКд45-15-16-24 |
888 |
615 |
888 |
615 |
9400 |
6,5 |
ПСрКдМ 50-34-16 |
958 |
685 |
903 |
630 |
9600 |
5,8 |
ПСр 45 |
1003 |
730 |
938 |
665 |
9100 |
10,0 |
ПСр 40 |
883 |
610 |
863 |
590 |
9250 |
7,0 |
ПСр 37,5 |
1083 |
810 |
998 |
725 |
8900 |
37,2 |
ПСр 25 |
1048 |
775 |
1013 |
740 |
8700 |
7,7 |
ПСр 25Ф |
998 |
725 |
918 |
645 |
8300 |
18,6 |
ПСр 15 |
1083 |
810 |
913 |
640 |
8500 |
20,7 |
ПСр 12М |
1103 |
830 |
1066 |
793 |
8300 |
7,4 |
ПСр 10 |
1123 |
850 |
1095 |
822 |
8400 |
7,1 |
ПСрО 10-90 |
553 |
280 |
494 |
221 |
7600 |
12,9 |
ПСрОСу8 (ВПр-6) |
523 |
250 |
508 |
235 |
7400 |
19,7 |
ПСрМО 5 (ВПр-9) |
513 |
240 |
488 |
215 |
7400 |
15,3 |
ПСрОС 3,5-95 |
497 |
224 |
493 |
220 |
7400 |
12,3 |
ПСр 3 |
588 |
315 |
577 |
304 |
11400 |
20,4 |
ПСр 3-97 |
498 |
225 |
494 |
221 |
7400 |
12,5 |
ПСрОС 3-58 |
463 |
190 |
453 |
180 |
8600 |
14,5 |
ПСр 3Кд |
615 |
342 |
587 |
314 |
8700 |
8,0 |
ПСр 2,5 |
573 |
300 |
568 |
295 |
11000 |
21,4 |
ПСр 2,5С |
579 |
306 |
577 |
304 |
11300 |
20,7 |
ПСр 2 |
511 |
238 |
508 |
235 |
9500 |
16,7 |
ПСрОС 2-58 |
456 |
183 |
456 |
183 |
8500 |
14,1 |
ПСр 1,5 |
553 |
280 |
546 |
273 |
10400 |
19,1 |
ПСр 1 |
508 |
235 |
498 |
225 |
9400 |
26,0 |
Примечание. Содержание цинка в сплавах ПСр 72 и ПСр 50 должно бытьнеболее0,007 %.
202
Условия поставки серебряных припоев
Припои серебряные, применяемые для пайки и лужения, поставляются в виде полос проволоки согласно ГОСТ 19739 и ГОСТ 19746 соответственно. Размеры и предельные отклонения указаны в табл. 3–5.
Таблица 3 Толщина и предельные отклонения полос
Толщина, мм |
Предельное отклонение |
|
по толщине, мм |
||
|
||
0,10 |
|
|
0,12 |
–0,02 |
|
0,15 |
|
|
0,20 |
–0,03 |
|
0,25 |
||
|
||
0,30 |
–0,05 |
|
0,40 |
||
|
||
0,50 |
|
|
0,60 |
–0,08 |
|
0,80 |
|
|
1,00 |
|
|
1,20 |
–0,10 |
|
1,60 |
|
|
2,00 |
–0,15 |
|
2,50 |
||
|
||
3,00 |
–0,20 |
|
4,00 |
||
|
||
5,00 |
–0,25 |
Таблица 4 Ширина и предельные отклонения полос
Ширина, |
Предельное |
Предельноеотклонениеподлинепридлинеполос |
|||||
мм |
отклонение |
100 |
150 |
200 |
300 |
400 |
|
поширине, мм |
|||||||
|
|
|
|
|
|
||
50 |
–2,5 |
–10 |
–15 |
–20 |
–30 |
–40 |
|
100 |
–5,0 |
–10 |
–15 |
–20 |
–30 |
–40 |
|
150 |
–10,0 |
–10 |
–15 |
–20 |
–30 |
–40 |
|
200 |
|||||||
|
|
|
|
|
|
||
203
|
Таблица 5 |
|
Диаметр и предельные отклонения проволоки |
||
|
|
|
Диаметр проволоки, мм |
Предельные отклонения, мм |
|
0,15 |
–0,02 |
|
0,20 |
|
|
0,25 |
–0,04 |
|
0,30 |
|
|
0,40 |
|
|
0,50 |
–0,05 |
|
0,60 |
|
|
1,20 |
–0,10 |
|
1,60 |
||
|
||
2,00 |
|
|
2,50 |
–0,12 |
|
3,00 |
|
|
3,60 |
|
|
4,00 |
–0,20 |
|
5,00 |
|
|
6,00 |
–0,30 |
|
Примечания:
1.Проволока из припоев, содержащих более 50 % олова, свинца или их суммы, изготавливается диаметром более 0,5 мм.
2.По требованию потребителя допускается изготовление проволоки диаметром 0,47 и 0,64 мм из сплавов марок ПСр 2; ПСрОС 2-58; ПСр 2,5;
ПСрОС3-58; ПСрОС3,5-95.
Полосы и проволока изготавливаются в твердом (неотожженном) состоянии.
Поверхность должна быть чистой, без посторонних включений, без плен, трещин, раковин и расслоений. На поверхности не допускаются отдельные пороки (вмятины, царапины, уколы).
Допускаются на поверхности местные потемнения и цвета побежалости.
Кромки полос должны быть ровно обрезаны и не иметь заусенцев.
Проволока должна быть намотана на катушки или свернута в мотки правильными неперепутанными рядами. Каждая катушка
204
или моток должны состоять из одного отрезка проволоки. Масса проволоки в мотке или на катушке должна соответствовать указанной в табл. 6.
Таблица 6 Масса проволоки в мотке или на катушке
Диаметр проволоки, |
Масса проволоки в мотке или на катушке, |
||
|
кг, не менее |
||
мм |
|
||
Нормальная |
|
Пониженная |
|
|
|
||
0,15 |
|
|
|
0,20 |
0,20 |
|
0,010 |
0,25 |
|
||
|
|
|
|
0,30 |
|
|
|
0,40 |
|
|
|
0,50 |
0,30 |
|
0,015 |
0,60 |
|
|
|
0,80 |
0,50 |
|
0,100 |
1,00 |
|
|
0,100 |
1,20 |
1,00 |
|
0,130 |
1,60 |
|
|
0,150 |
2,00 |
|
|
0,150 |
2,50 |
1,50 |
|
0,150 |
3,00 |
|
|
0,180 |
3,60 |
|
|
0,180 |
4,00 |
2,00 |
|
0,200 |
5,00 |
|
|
0,300 |
6,00 |
3,00 |
|
0,300 |
Условное обозначение поставляемых припоев
Пример условного обозначения полосы из серебряного припоя марки ПСр 50, толщиной 0,80 мм, шириной 200 мм, длиной 400 мм:
Полоса ПСр50, 0,8×200×400 ГОСТ 19739-74.
Пример условного обозначения проволоки из серебряного припоя марки ПСр 50, диаметром 0,25 мм: Проволока ПСр50, 0,25
ГОСТ 19746-74.
205
|
Таблица 7 |
Примерное назначение серебряных припоев |
|
|
|
Марка припоя |
Примерное назначение |
ПСр72; ПСр71; ПСр62; ПСр50Кд; |
Лужение и пайка меди, медных и медно- |
ПСр50; ПСр45; ПСр40; ПСр37,5; |
никелевых сплавов, никеля, ковара, ней- |
ПСр25; ПСр15; ПСр10; ПСр2,5 |
зильбера, латуней и бронз |
ПСр72 |
Пайка железоникелевого сплава с посе- |
|
ребренными деталями из стали |
ПСр72; ПСр62; ПСр40; ПСр25; |
Пайка стали с медью, никелем, медным |
ПСр12М |
и медно-никелевым сплавами |
ПСр72; ПСр62 |
Пайкамедисникелированнымвольфрамом |
ПСрМО68-27-5; ПСр70 ПСр50 |
Пайка титана и титановых сплавов с не- |
|
ржавеющей сталью |
ПСр37,5 |
Пайка меди и медных сплавов с жаро- |
|
прочными сплавами и нержавеющими |
|
сталями |
ПСр40 |
Пайка меди и латуни с коваром, никелем, |
|
с нержавеющими сталями и жаропрочны- |
|
ми сплавами, пайка свинцово- |
|
оловянистых бронз |
ПСрО10-90; ПСрОСу8; ПСрМО5; |
Пайка и лужение меди, никеля, медных |
ПСрОС3,5-95; ПСр3-97; ПСрОС |
и медно-никелевых сплавов с посеребрен- |
3-58; ПСрОС2-58; ПСр1,5 |
ной керамикой, пайка посеребренных де- |
|
талей |
ПСр3; ПСр2; ПСр1,5 |
Пайка меди и никеля со стеклоэмалью |
|
и керамикой |
ПСр72; ПСр70; ПСр65; ПСр45; |
Пайка и лужение ювелирных изделий |
ПСр25; ПСр15; ПСр2 |
|
ПСр71; ПСр25Ф; ПСр15 |
Самофлюсующиеся припои для пайки |
|
меди с бронзой, меди с медью, бронзы с |
|
бронзой |
ПСр3Кд |
Пайка меди, медных сплавов и сталей по |
|
свеженанесенному медному гальваниче- |
|
скому покрытию не менее 10 мкм |
ПСрМО68-27-5; ПСрКдМ50-34-16; |
Пайка и лужение цветных металлов |
ПСрМЦКд45-15-16-24; ПСр3; |
и сталей |
ПСр2,5 |
|
ПСр 1 |
Пайка и лужение серебряных деталей |
206
ПРИЛОЖЕНИЕ 4
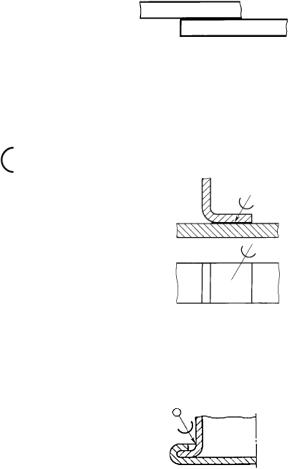
Соединения паяные
(Условные обозначения)
В соединениях, получаемых пайкой, место соединения элементовследует изображать сплошнойлиниейтолщиной2s (рис. 1).
Рис. 1
Для обозначения паяного соединения следует применять условный знак, который наносят на линии-выноске сплошной основной линией:
– обозначение пайки (рис. 2).
Рис. 2
Швы, выполняемые по замкнутой линии, следует обозначать окружностью диаметром от 3 до 5 мм, выполняемой тонкой линией (рис. 3).
Рис. 3
207
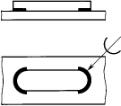
Швы, ограниченные определенным участком, следует обозначать, как показано на рис. 4.
Рис. 4
На изображении паяного соединения при необходимости следуетуказыватьразмерышваиобозначение шероховатостиповерхности.
Обозначение припоя по соответствующему стандарту или техническим условиям следует приводить в технических требованиях чертежа записью по типу: «ПОС 40 ГОСТ…».
При необходимости в том же пункте технических требований следует приводить требования к качеству шва. Ссылку на номер пункта следует помещать на полке линии-выноски, проведенной от изображения шва.
При выполнении швов припоями различных марок всем швам, выполняемым одним и тем же материалом, следует присваивать один порядковый номер, который следует наносить на линии-выноске. При этом в технических требованиях материал следует указывать записью потипу: «ПОС4 ГОСТ… (№1), ПМЦ36 ГОСТ… (№2)».
208
ПРИЛОЖЕНИЕ 5
Дефекты паяных соединений, причины их возникновения и меры предупреждения
Виддефекта |
Причинавозникновения |
Мерыпредупреждения |
Припой |
Недостаточныйнагрев |
Повыситьтемпературупайки |
несмачивает |
изделияподпайку |
|
|
Наличиеокиснойпленки |
Проверитьсоставытравителей |
|
илидругихзагрязнений |
ирежимыобработки. Припайке |
|
|
вактивныхгазовыхсредахпрове- |
|
|
ритьналичиесреды |
|
Не обеспечено флюсо- |
Использоватьболееактивный |
|
вание |
флюсилигазовуюсреду, увели- |
|
|
читьколичествоприменяемых |
|
|
флюсующихсредств |
|
Большаяразностьтемпе- |
Подобратьприпойифлюсвсоот- |
|
ратурплавленияприпоя |
ветствиистребованиемтехноло- |
|
ифлюса |
гиипайки |
|
Необеспеченаоптималь- |
Обеспечитьподготовкуповерхно- |
|
наяшероховатостьпо- |
стикоблуживанию(механически, |
|
верхности |
химическиилидругимспособом) |
|
Припойневзаимодейст- |
Заменитьсоставприпоя; повысить |
|
вуетспаяемымметаллом |
температурупайки; нанестина |
|
|
паяемыйматериалтехнологиче- |
|
|
скоепокрытие |
Припойнезате- |
Увеличенилиуменьшен |
Подобратьоптимальныйзазор |
каетвзазорпри |
зазорвсравнениисоп- |
иобеспечитьегоподдержаниев |
наличиихорошего |
тимальным |
процессепайки |
смачивания |
|
|
Необразуется |
Невыдержан оптималь- |
Изменитьразмерзазорадоопти- |
галтелисобрат- |
ныйзазор, большаярас- |
мального; поднятьтемпературу |
нойсторонышва |
творимостьпаяемого |
пайки, увеличитьколичествопри- |
|
металлавприпое |
поя |
|
Не выдержан режим |
Обеспечитьравномерныйпрогрев |
|
нагрева |
всегоизделиядооптимальной |
|
|
температуры |
|
Плохоекачествоочистки |
Обеспечитьболеетщательную |
|
паяемойповерхности |
очисткуповерхностипередпай- |
|
|
кой, применятьболееактивные |
|
|
флюсыилигазовыесреды |
209
|
Отсутствиевыходадля |
Сделать технологические отвер- |
|
газовиззамкнутыхпо- |
стия |
|
лостейвзонешва |
|
Пористость |
Недостаточноеколичест- |
Использоватьвкачестве связую- |
шва |
воприпоявследствие |
щегопаяльныхпастполимеры, |
|
уносаегоприпайкесвя- |
переходящиепринагревеизтвер- |
|
зующимкомпонентом |
догосостояниявгазообразное |
|
припоя |
(типасополимераформальдегида |
|
|
сдиаксоланом– СФД) |
|
Высокаятемпература |
Сократитьвремяилиснизитьтем- |
|
нагреваилислишком |
пературупайки |
|
продолжительныйнагрев |
|
|
Испарениекомпонентов |
Пайкувестивконтролируемой |
|
припояифлюса |
средеприминимальныхтемпера- |
|
|
туреивыдержке; применитьспо- |
|
|
собнагрева, обеспечивающийсо- |
|
|
кращениевременинагрева |
|
Влияниефлюсаиликон- |
Применитьпайкуввакууме |
|
тролируемыхсред |
|
|
Проникновениегазов |
Проверитькачествометаллизации |
|
взонупайкииздиэлек- |
отверстийпечатныхплат(толщина |
|
триковприпайкепечат- |
покрытиядолжнабытьнеменее |
|
ныхплат |
25 мкм). Передпайкойнагревать |
|
|
печатныеплатысцельюихдегаза- |
|
|
ции. Повыситьпродолжительность |
|
|
пайкидляудалениягазообразных |
|
|
компонентовчерезрасплавприпоя |
Осадкинапо- |
Выпадениебелогоосадка |
Удалить осадки сухой щеткой |
верхностипечат- |
связаноссоставомфлюса, |
или промывкой водой |
ныхплат |
режимомпайки, качест- |
|
|
вомзащитныхпокрытий |
|
|
Выпадениетемного |
Удалитьостаткиканифольного |
|
осадкавследствиенепра- |
флюсасразупослепайкиспомо- |
|
вильноговыборафлюса |
щьюрастворителей. Остаткики- |
|
илинеполногоудаления |
слотныхфлюсовудалятьсприме- |
|
остатковфлюса |
нениемнейтрализирующихихдо- |
|
|
бавок |
Трещины |
Быстроеохлаждение |
Уменьшитьскоростьохлаждения. |
впаяномшве |
послепайки |
Использоватьнагревконцентриро- |
|
|
ваннымисточникомэнергии |
|
Значительнаяразность |
Подобратьматериалысблизкими |
|
ТКЛРпаяемыхматериа- |
ТКЛР |
|
ловиприпоя |
|
210