

Резание древесины и дереворежущий инструмент, Ч.1. (90
.pdf1.3 б) следует, что tg ϕ =Sz/tз, но в то же время (из большого
треугольника) tg ϕ = Us/60U. Приравнивая |
правые части |
|
равенств, получаем соотношение: |
|
|
Sz |
/ t з = Us /(60 × U) , |
(1.9) |
из которого следует |
= Us t з /(60 × U) . |
|
Sz |
(1.10) |
|
Шероховатость поверхности пропила при ленточном пилении также зависит в основном от величины подачи на зуб Sz
(табл. 1.1).
Выбрав подачу на зуб Sz по табл. 1.1, надо проверить, не превышает ли она величину S , которую можно допустить
из условия нормального заполнения опилками впадин между зубьями (1.5).
Таблица 1.1
Максимально допустимая подача на зуб, мм, при различной заданной шероховатости поверхности пропила
при пилении ленточными пилами на делительных станках
Высота |
|
|
|
|
неровностей Rm max, |
Плющеные зубья |
|
Разведенные зубья |
|
мкм не более |
|
|
|
|
1600 |
|
2,0/2,5 |
|
1,4/1,8 |
800 |
|
1,5/2,0 |
|
1,0/1,2 |
500 |
|
1,0/1,2 |
|
0,65/0,8 |
320 |
|
0,6/0,6 |
|
0,4/0,55 |
200 |
|
0,3/0,4 |
|
0,2/0,25 |
100 |
|
0,15/0,2 |
|
0,1/0,15 |
Примечание. |
В числителе – при пилении древесины сосны, в |
|||
знаменателе – |
при пилении древесины дуба. |
|
||
11
1.4. Силы и мощность резания
Касательную и нормальную силы на одном зубе FХ и FZ определяют по справочным экспериментальным данным.
В табл. 1.2 приведены значения единичной касательной силы FХ1 для определенных табличных условий резания (табличное значение единичной касательной силы обозначено FXт), а также табличной удельной работы Кт пиления ленточной пилой.
Для вычисления касательной силы на зубе FХ величину FXт по табл. 1.2 надо умножить на ширину срезаемого слоя b и общий поправочный множитель α попр, равный произведению поправочных множителей, учитывающих исходные условия пиления
α попр = α пα W α ρ α δ , |
(1.11) |
где αп − поправочный множитель на породу древесины; α W − |
|
то же, на влажность древесины; αρ − |
то же, на затупление |
лезвия; αδ − то же, на угол резания. |
|
Нормальную силу на зубе вычисляют через касательную:
FZ = FX m, |
(1.12) |
где m – переходный множитель (m=0,25...0,30 – |
для острых |
зубьев, m=0,6...0,7 – для тупых). |
|
Мощность резания рассчитывают с целью выбора привода главного движения в станке (для наиболее тяжелых условий обработки) или оценки использования установленной мощности (при конкретных условиях обработки).
Используют два способа расчета. По первому последовательно вычисляют следующие величины:
– касательную силу на одном зубе FХ
FХ = FXтαпопрb, |
(1.13) |
где FХт и αпопр − по справочным таблицам, b – |
по условию |
12
расчета;
– касательную силу (среднюю за цикл главного движения) на всех режущих зубьях, находящихся в пропиле, FХц
FХц = FX zреж , |
(1.14) |
где zреж=l/tз; l – длина срезаемого слоя (для пиления ленточной пилой l=t);
– мощность резания Рр |
|
PP = FXцU, |
(1.15) |
где U – скорость главного движения. |
|
|
Таблица 1.2 |
Табличные касательная сила FXт и удельная работа Кт процесса продольного пиления ленточной пилой при различной средней толщине срезаемого слоя (сухая хвойная древесина; зубья пилы
|
острые, шаг tз = 20 мм, передний угол γ |
= 20°) |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
FXт, Н/мм, при высоте |
Кт, Дж/см3, при высоте |
|||||||
аср,мм |
|
пропила t, мм |
|
|
пропила t, мм |
|
|||
|
50 |
100 |
150 |
200 |
50 |
100 |
|
150 |
200 |
0,05 |
9,35 |
10,5 |
11,7 |
13,0 |
187 |
209 |
|
234 |
259 |
0,10 |
12,6 |
13,9 |
15,2 |
16,3 |
126 |
139 |
|
152 |
163 |
0,15 |
14,1 |
15,2 |
16,2 |
17,3 |
94 |
101 |
|
108 |
115 |
0,20 |
15,2 |
16,4 |
17,4 |
18,0 |
76 |
82 |
|
87 |
90 |
0,25 |
16,3 |
17,5 |
18,5 |
19,3 |
65 |
70 |
|
74 |
77 |
0,30 |
17,1 |
18,0 |
18,9 |
19,5 |
57 |
60 |
|
63 |
65 |
0,35 |
17,5 |
18,6 |
19,3 |
19,6 |
50 |
53 |
|
55 |
56 |
0,40 |
18,8 |
19,6 |
20,0 |
20,4 |
47 |
49 |
|
50 |
51 |
0,45 |
19,8 |
20,7 |
21,2 |
21,6 |
44 |
46 |
|
47 |
48 |
0,50 |
20,5 |
21,5 |
22,0 |
22,5 |
41 |
43 |
|
44 |
45 |
0,55 |
21,5 |
22,0 |
22,6 |
23,1 |
39 |
40 |
|
41 |
42 |
0,60 |
22,8 |
24,3 |
24,0 |
24,0 |
38 |
39 |
|
40 |
40 |
13
По второму способу пользуются объемной формулой мощности
PP = KV1 = K тαпопр (BпрtUs / 60), |
(1.16) |
где K – удельная работа пиления ленточной пилой в расчетных условиях, Дж/см3; K= Kт α попр .
Cекундный объем срезаемого слоя, см3/c: V1 = BпрtUs / 60 .
Мощность подачи для пиления ленточной пилой может
быть определена по формуле |
|
PS = FZцUs / 60, |
(1.17) |
где FZц – нормальная сила резания на пиле, Н; FZц= FXцm.
При выборе режима резания приходится решать обратную задачу: находить наибольшую скорость подачи Vs(P) по известной мощности резания Pp.
1.5.Порядок выполнения работы
1.Изучить разделы 1.1 – 1.4 настоящей работы.
2.В соответствии с выданным заданием определить мощность и силы резания при продольном раскрое заготовок ленточной пилой.
Контрольные вопросы
1.Что называется процессом пиления?
2.Образование чего является отличительным признаком процесса пиления?
3.В чем заключается технологическое назначение процесса пиления?
4.Для выполнения, каких технологических операций предназначен процесс пиления ленточной пилой?
5.С какой целью производят расчет мощности резания?
14
Библиографический список
1.Любченко, В. И. «Резание древесины и древесных материалов»/ В. И. Любченко. – М: МГУЛ, 2002. – 310 с.
2.Любченко, В. И. «Станки и инструменты мебельного производства»/ В.И. Любченко, Г.Ф. Дружков. – М.: Высшая школа, 1990. – 360 с.
Лабораторная работа 2
ПИЛЕНИЕ КРУГЛОЙ ПИЛОЙ, КАК ПРОЦЕСС СТАНОЧНОГО РЕЗАНИЯ
Цель работы: практическое освоение экспериментального метода определения кинематических и динамических характеристик процесса пиления, установление численных величин этих характеристик.
2.1. Общие сведения
Продольное пиление древесины круглой пилой – сложный процесс резания многорезцовым вращающимся инструментом в форме диска (круглой пилой), при котором вектор скорость подачи совпадает с направлением волокон древесины и, следовательно, плоскости пропила получаются параллельными волокнам.
Продольное пиление является рабочим процессом большой и разнообразной группы круглопильных станков, предназначенных для деления по ширине и толщине в технологической операции продольного раскроя бревен, брусьев, досок, обапола, брусков и реек. В мебельном производстве на одно- и многопильных станках выполняют продольный раскрой пиломатериалов и кратных заготовок.
При продольном пилении главная (короткая) режущая
15
кромка зуба перерезает волокна древесины и формирует дно пропила, а боковые режущие кромки участвуют в формировании стенок пропила. Такое распределение функций предопределяет требования к геометрии зубьев пилы для продольного распиливания: короткая режущая кромка должна быть выдвинута вперед по ходу вращения относительно передней поверхности за счет положительного угла γ . При этом волокна будут перерезаны прежде, чем они начнут отделяться передней поверхностью, благодаря чему, предотвращается неорганизованный вырыв волокон. При повышенных требованиях к качеству поверхности пропила у боковых режущих кромок должен быть создан положительный передний угол за счет косой заточки по передней грани ( γ бок = ϕ 1). Так как зубья формируют две стенки пропила, косая заточка должна быть выполнена через зуб: четных зубьев – в одну сторону, нечетных – в другую.
2.2.Кинематика процесса пиления
Встанках пила 3 может находиться относительно заготовки в верхнем или нижнем положении (рис. 2.1).
По схеме, изображенной на рис. 2.1 а, центр пилы О находится выше базовой поверхности 1, по которой перемещается заготовка 2. Расстояние h от центра пилы до поверхности I несколько меньше радиуса пилы R. По схеме на рис.2.1 б центр пилы О расположен ниже базовой поверхности 1 на величину h. Толщина заготовки t (мм) является высотой пропила. Пила имеет z зубьев, форма которых определяется величиной угла резания δ и шага зубьев tз. Шаг зубьев, мм, вычисляют как длину дуги между вершинами соседних зубьев. Диаметр резания D=2R, мм (главная характеристика инструмента – диаметр пилы), принимается одинаковым для всех зубьев.
16
t з = 2pR / z, |
(2.1) |
Частота вращения пилы п, мин-1, считается постоянной. Тогда скорость главного движения U, м/с, будет:
|
U = pDn /(60 ×1000) . |
(2.2) |
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 2.1. Кинематика и геометрия срезаемого слоя при продольном пилении круглой пилой:
а – схема пиления с верхним расположением пилы относительно заготовки; б – то же, с нижним положением;
в– толщина срезаемого слоя кинематическая.
Всреднем U на станках колеблется от 40 до 80 (максимум до 100 – 120) м/с. Движение подачи придается, как правило, заготовке. Скорость механической подачи Us в станках
17

достигает 100 м/мин и более. Подачу на один оборот пилы So и на один зуб Sz, мм, определяют по формулам
Sо |
= 1000Us |
/ n , |
(2.3) |
Sz |
= 1000Us |
/ nz . |
(2.4) |
Различают пиление со встречной подачей, когда проекция вектора скорости главного движения U на направление подачи и вектор скорости подачи заготовки Us направлены навстречу друг другу, и с попутной подачей, когда они совпадают по направлению.
При продольном пилении попутная подача используется редко, так как при ней возможно затягивание древесины пилой, что приводит к неравномерной скорости подачи, перегрузке двигателей механизмов главного движения и подачи, т. е. к аварийному положению. Попутная подача часто встречается при поперечном пилении при неподвижной заготовке. На рис. 2.1 а, б показано пиление со встречной подачей. Изменение направления вектора Us будет соответствовать схеме пиления с попутной подачей.
Траектория главного движения – вращения пилы вокруг оси – представляет собой окружность радиуса R, на которой расположены вершины зубьев. Траектория движения подачи заготовки (или оси вращения пилы, если ей придано движение подачи) – прямая линия. Траектория движения резания – перемещения вершины зуба пилы относительно распиливаемой древесины – получается в результате сложения двух одновременно происходящих движений: главного и подачи. Скорость резания Uе при пилении круглой пилой вычисляют как геометрическую сумму скоростей U и Us:
U е |
= U 2 + U s2 + 2UU s ×cos j, |
(2.5) |
где ϕ – угол между векторами U и Us. |
|
|
У всех |
современных круглопильных |
станков скорость |
18
главного движения U во много раз превышает скорость подачи Us, так что вектор скорости резания Uе по величине и направлению мало отличается от скорости главного движения. В расчетах их обычно принимают равными, допуская при этом незначительную погрешность:
U e » U = pDn /(60 ×1000) . |
(2.6) |
2.3. Геометрия срезаемого слоя
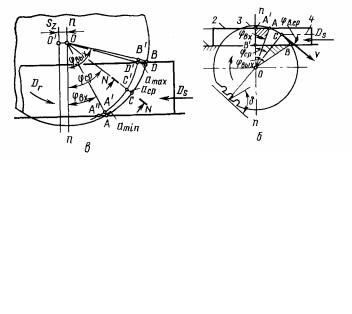
Слой (рис. 2.1 в) срезается по дуге АВ, которую называют дугой контакта зуба с древесиной. Точка А является точкой входа, точка В – точкой выхода зуба из древесины. Средняя точка С делит дугу контакта пополам. Отмеченным точкам соответствуют угол входа jвх , угол выхода jвых и средний угол
jср , которые отсчитывают от нормали к направлению подачи nn. Величины углов jвх и jвых определяются расстоянием h, радиусом пилы R и высотой пропила t, которые определяются по следующим формулам:
·для встречной подачи при верхнем положении пилы относительно заготовки
jвх |
= arccos(h / R ), |
(2.7) |
||
|
h - t |
(2.8) |
||
jвых |
= arccos |
|
|
; |
|
||||
|
R |
|
|
|
· для встречной подачи при нижнем положении пилы относительно заготовки
|
h + t |
|
||
jвх |
= arccos |
|
, |
(2.9) |
|
||||
|
R |
|
|
|
jвых |
= arccos(h / R ); |
(2.10) |
||
·для попутной подачи при верхнем положении пилы относительно заготовки
19
ϕвх
ϕвых
h − t |
|
||
= arccos |
|
, |
(2.11) |
|
|||
R |
|
|
|
= arccos(h / R ); |
(2.12) |
||
∙для попутной подачи при нижнем положении пилы относительно заготовки
ϕвх |
= arccos(h / R ), |
(2.13) |
||
|
h + t |
|
||
ϕвых |
= arccos |
|
. |
(2.14) |
|
||||
|
R |
|
|
|
Угол, соответствующий дуге резания, или длине срезаемого слоя, называют углом контактаϕконт :
ϕконт = ϕвых − ϕвх . |
(2.15) |
Текущий угол ϕ , определяющий положение зуба на дуге резания, возрастает равномерно, пропорционально времени, поэтому о среднем угле ϕср можно говорить как о характеристике режима пиления:
ϕср = (ϕвх − ϕвых ) / 2 . |
(2.16) |
При продольном пилении угол ϕср соответствует
среднему углу встречи главной движущей кромки зуба с волокнами древесины (поз. 4 на рис. 2.1 а, б):
ϕср = ϕв.ср . |
(2.17) |
Длина срезаемого слоя l вычисляется как длина дуги |
|
контакта |
|
l = (2πR / 360)ϕконт. |
(2.18) |
Вследствие наличия движения подачи два соседних зуба формируют разные поверхности дна пропила: предыдущий зуб – поверхность со следом A"C'D',последующий зуб – поверхность со следом АСВ. Расстояние между этими поверхностями по направлению подачи равно Sz. Расстояние по нормали – кинематическая толщина слоя а – различно.
20