

гос экзамен
.doc
3,11
В отличии от лезвийного инструмента шлифовальные круги работают методом касания. При вращательном движении круга в зоне его контакта заготовкой часть зерен срезают материал в виде очень большого числа тонких стружек (108 стр/мин). Процесс резания каждым зерном осуществляется почти мгновенно. Классификация шлифовальных станков по форме обрабатываемой поверхности: плоская – плоскошлифовальные, торцешлифовальные, продольно-шлифовальные; цилиндрическая – круглошлифовальные (центровые), бесцентрово-шлифовальные; винтовая – резьбошлифовальные; обкатная (эвольвентная) – зубошлифовальные; фасонная – профильношлифовальные. Шлифовальные станки отличаются высокой точностью, позволяющей обеспечить высокое качество обработки, определяемое точностью, позволяющей обеспечить высокое качество обработки, определяемое точностью размеров (2 – 4 мкм и точение), формы (например, некруглость 0,3 – 0,5 мкм, цилиндричность 1 – 2 мкм, нплоскостность 2 мкм) и расположения обрабатываемой поверхности, а также ее шероховатостью (Ra – 0,63 – 0,16 мкм). Точность размеров при шлифовании определяется малыми величинами глубины резания (0,05 – 0,005 мм и менее), что требует микроперемещения узла.
3,12
Предназначенны для обработки сквозных и глухих отверстий концевыми инструментами (сверла, зенкеры, развертки, метчики). Виды операций выполняемых на сверлильных станках: сверление, рассверливание, зенкерование, развертка, нарезание резьбы метчиками. Применяя специальные инструменты и приспособления на сверлильных станках можно растачивать отверстие большого диаметра – трепанирование, притирать отверстие, подрезка торцев (циковка). Наиболее распространены следующие виды сверлильных станков: вертикально-сверлильные одношпиндельные станки, радиально-сверлильные станки, настольные одношпиндельные вертикально-сверлильные станки, станки для глубокого сверления (горизонтальной компановки), агрегатные сверлильные станки которые состоят из нормализованных узлов. Могут иметь до 100 и более шпинделей.

3,13
Более 70% деталей типа тел вращения кроме токарной обработки требуют проведения дополнительных оперций: обработки отверстий (сверление, расточка и т.д. от которых расположены //, препендикулярно или под углом к оси детали, фрезерование под разными углами пазов, объемное фрезерование. Создание многоцелевых станков обеспечивает полную комплексную обработку детали на одном станке за одну установку. Существенно повышает точность обработки и производительность обработки. Привод полярной координаты в зависимости от условия обработки должен обеспечивать либо позиционное управление (механическое деление), либо неперрывное управление дискретностью 0,001 и включение с частотой 0,2-0,25 об/мин.
3,14
Используют в крупносерийном производстве для высокопроизводительного шлифования поверхностей типа тел вращения малого диаметра и большой длины, а также заготовок не имеющих центровых отверстий. 1 – болк управления, 2 и 5 – приспособления правки шлифовального круга и ведущего кругов, 3 – шлифовальная бабка, 4 – бабка ведущего круга, 6 – салазки бабки ведущего круга, 7 – станина станка, 8 – устройство подачи на врезмние, 9 – салазки шлифовальной бобки.


4,1
Основные технико-экономические показатели станков: производительность, точность, надежность, универсальность и гибкость, эффективность. Точность обработки – это соответствие размеров, формы, положения и шероховатости обработанных поверхностей к требованиям чертежа и техническим условиям. Основные группы погрешностей станка влияющие на точность обработки: 1) геометрические погрешности – определяется геометрической точностью станка, который характеризуется ошибками взаимного расположения и относительного движения узлов станка. Геометрическая точность зависит от точности обрабатываемой детали и сборки станка. Геометрическая точность характеризуется: а) точностью опорных поверхностей для базирования инструмента и заготовки, б) точность движения исполнительных органов, в) точность взаимного расположения направляющих рабочих органов, г) точность расположения направляющих относительно базовых поверхностей; 2) кинематические погрешности – характеризуются согласованностью взаимосвязанных движений на станке. Кинематическая погрешность определяется ошибками в передаточных числах, зубчатых, червячных и винтовых передач. Они связанны с непоточностью изготовления элементов передач и переменной жесткостью этих элементов; 3) упругие погрешности – возникают из-за деформации несущей системы станка и нарушают правильность взаимного расположения интрумента относительно заготовки при действии силовых факторов. Несущая система станка – это шпиндель с опорами и базовые детали; 4) температурные погрешности – возникают из-за равномерного нагрева различных деталей и узлов станка в результате его работы и изменяет первоначальную геометрическую точность станка. Теплостойкость (термостойкость) станка – характеризует его сопротивляемость возникновению недопустимых температурных деформаций при действии тех или иных источников тепла; 5) динамические погрешности – связанны с относительными колебаниями инструмента и заготовки возникающими по причинам: а) вынужденных колебаний, б) параметрических колебаний, в) автоколебаний, г) процессами при пуске, торможении, реверсировании; 6) погрешности инструмента связанны: с размерным износом инструмента и с ошибками изготовления инструмента и погрешностями установки на станке; 7) погрешность позиционирования (для станков с ЧПУ) характеризуется ошибкой вывода исполнительного органа станка в позицию заданную программой обработки.
4,2
Основные
критерии работоспособности: жесткость,
износостойкость, прочность,
виброустойчивость, термостойкость
(теплостойкость). Жесткость – способность
сопротивляться появлению упругих
деформаций под действием нагрузки.
Угловая жесткость
 ,
М – закручиваемый момент,
,
М – закручиваемый момент,
 - угол закручивания. Контактная жесткость
– это свойство сопротивляться контактным
деформациям.
- угол закручивания. Контактная жесткость
– это свойство сопротивляться контактным
деформациям.
 ,
,
 -
давление в стыке (среднее),
-
давление в стыке (среднее),
 -
линейные деформации в стыке,
-
линейные деформации в стыке,
 -
коэффициент контактной податливости,
-
коэффициент контактной податливости,
 -
показатель степени. Расчет на жесткость
преследует цель исключить недопустимые
деформации, поэтому проводится по
формуле
-
показатель степени. Расчет на жесткость
преследует цель исключить недопустимые
деформации, поэтому проводится по
формуле
 ,
,
 -
деформация узла,
-
деформация узла,
 -
допустимая деформация. Износ – процесс
разрушения и отделения материала от
твердого тела. Износ ограничивается
долговечностью деталей по: потере
точности, по прочности, по снижению КПД
механизма, возрастанию шума. Виды
изнашивания деталей станков: 1) механическое
(абразивное) изнашивание – изнашивание
посторонними твердыми частицами; 2)
молекулярно-механическое изнашивание
– изнашивание при схватывании вследствие
действия молекулярных сил при трении;
3) коррозионно-механическое изнашивание
– это механическое изнашивание в
сочетании с электрохимическим или
химическим взаимодействием детали со
средой. При расчете ограничивается
давление
-
допустимая деформация. Износ – процесс
разрушения и отделения материала от
твердого тела. Износ ограничивается
долговечностью деталей по: потере
точности, по прочности, по снижению КПД
механизма, возрастанию шума. Виды
изнашивания деталей станков: 1) механическое
(абразивное) изнашивание – изнашивание
посторонними твердыми частицами; 2)
молекулярно-механическое изнашивание
– изнашивание при схватывании вследствие
действия молекулярных сил при трении;
3) коррозионно-механическое изнашивание
– это механическое изнашивание в
сочетании с электрохимическим или
химическим взаимодействием детали со
средой. При расчете ограничивается
давление
 и путь трения S. Наиболее
распространенный в инженерной практике
расчет – это ограничение давления
и путь трения S. Наиболее
распространенный в инженерной практике
расчет – это ограничение давления
 .
Если деталь или изделие не удовлетворяет
условиям прочности, то происходят
поломки или необратимые пластические
деформации. Два вида разрушений: 1)
хрупкие – характерны для маловязких
материалов при действии ударных нагрузок
(корпуса патронов, зажимные цанги и
т.д.); 2) усталостные – характерны при
действии переменных нагрузок (валы,
шпиндели, зубчатые колеса, подшипники
качения и т.д.). Пластические деформации
характерны для деталей из вязких
материалов (смятие шпонок, искривление
валов, осадка пружин и т.д. Расчет на
прочность призван исключить поломки и
пластические деформации
.
Если деталь или изделие не удовлетворяет
условиям прочности, то происходят
поломки или необратимые пластические
деформации. Два вида разрушений: 1)
хрупкие – характерны для маловязких
материалов при действии ударных нагрузок
(корпуса патронов, зажимные цанги и
т.д.); 2) усталостные – характерны при
действии переменных нагрузок (валы,
шпиндели, зубчатые колеса, подшипники
качения и т.д.). Пластические деформации
характерны для деталей из вязких
материалов (смятие шпонок, искривление
валов, осадка пружин и т.д. Расчет на
прочность призван исключить поломки и
пластические деформации
 ,
,
 -
эквивалентное напряжение,
-
эквивалентное напряжение,
 -
допустимые напряжения. Виброустойчивость
– это свойство работать без недопустимых
колебаний в определенном диапазоне
режима. Виды колебательных процессов:
вынужденные колебания, параметрические
колебания, автоколебания. Термостойкость
(теплостойкость) – это свойство станка
работать без недопустимых температурных
деформаций. Нагрев приводит к следующим
вредным явлениям: 1) понижению точности
станка; 2) изменению величин зазоров
подвижных соединений; 3) изменение
вязкости смазочного масляного слоя; 4)
понижению стойкости инструмента.
-
допустимые напряжения. Виброустойчивость
– это свойство работать без недопустимых
колебаний в определенном диапазоне
режима. Виды колебательных процессов:
вынужденные колебания, параметрические
колебания, автоколебания. Термостойкость
(теплостойкость) – это свойство станка
работать без недопустимых температурных
деформаций. Нагрев приводит к следующим
вредным явлениям: 1) понижению точности
станка; 2) изменению величин зазоров
подвижных соединений; 3) изменение
вязкости смазочного масляного слоя; 4)
понижению стойкости инструмента.
4,3
Приводы бывают: со ступенчатым регулированием, с бесступенчатым регулированием. При ступенчатом регулировании в заданном диапазоне частот обеспечивается фиксированные частоты вращения. При бесступенчатом регулировании обеспечивается настройка на любую частоту в заданном диапазоне частот. Ступенчатые – в диапазоне 10 – 1000, если диапазон любой – то это бесступенчатый. Ступенчатый с коробкой скоростей. С бесступенчатой коробкой регулирования бывают на основе комбинированного привода. АД → вар → коробка скоростей →. Регулируемый двигатель: ДПТ → коробка скоростей →. (основная), или вместо коробки скоростей стоит муфта.
4,4
Предварительный натяг – это постоянная дополнительная нагрузка на подшипниках качения с целью выборки зазора между телами качения и кольцами. Создается в шариковых подшипниках осевым смещением внутреннего и наружного колец (1). Для этого используется: втулки различной длины между внутренними и наружными кольцами (2), предварительным сошлифованием торцев колец (3), пружинами обеспечивающими заданную осевую нагрузку (4). В роликовых конических подшипниках предварительный натяг является неотъемлимой частью монтажа и создается с помощью регулировочных гаек. Гидродинамические подшипники – в которых несущий масляный слой образуется при вращении вала в результате прилипания масла к поверхности вала и вкладыша и затягивания его (масла) в клиновой зазор между рабочими поверхностями вала и вкладыша (5). Недостатки клиновых ГДП – не обеспечивается стабильное положение вала при переменных нагрузках и больших скоростях. Число клиньев 3 – 8. Гидростатические подшипники – это система состоящая из: собственно подшипника – втулки в которых выполнены несущие карманы; системы дросиле обеспечивающих поступление масла в несущие карманы; фильтрование насосной установки. (6) При приложении внешней нагрузки происходит смещение шпинделя, в результате изменяются условия истечения масла из карманов, и сопротивление на входе масла в каждый из карманов, таким образом давление в кармане изменяется так, что результирующее давление воспринимает внешнюю нагрузку. ГСП бывают: радиально-замкнутые; радиально-разомкнутые; упорные. Достоинства: высокая точность вращения; высокие демпфирующие свойства (гасить колебания); практически неограниченная долговечность. Недостатки: сложность; дороговизна. Аэродинамические и аэростатические подшипники по принципу действия аналогичны соответственно ГДП и ГСП. Отличия заключаются в рабочей среде, в том, что вместо масла используется воздух. Так как вязкость воздуха ≈ в 10000 раз больше вязкости масла, образование несущего воздушного слоя возможно при очень больших скоростях скольжения, поэтому в конструкциях станков они не используются. АСП используется в станках с малыми нагрузками. Их применение ограниченно малыми нагрузочными способностями. Магнитные опоры реализованы только в лабораторных макетах. Это связано со сложностями обеспечения стабильности положения вала.
4,5
Приводы бывают: со ступенчатым регулированием, с бесступенчатым регулированием. При ступенчатом регулировании в заданном диапазоне частот обеспечивается фиксированные частоты вращения. При бесступенчатом регулировании обеспечивается настройка на любую частоту в заданном диапазоне частот.
4,6
Гайка
может вращаться вокруг винта когда тот
закреплен неподвижно. Достоинства:
простота, самоторможение. Недостатки:
высокое трение и износ, КПД = 02…0,4. Расчет
на износостойкость заключается в расчете
абразивного износа, коррозионного
износа, механического износа. Расчет
заключается в ограничении р ≤ [р] в
определенных пределах, р – давление.
 -
площадь поверхности контакта.
-
площадь поверхности контакта.
 .
.
 ,
где
,
где
 -
шаг,
-
шаг,
 -
число заходов.
-
число заходов.
4,7
Предполагают
замену трения скольжения на трение
качения шариков (значительно реже
роликов) помещенных в винтовые канавки,
гайки, в винтах. Достоинства: Низкие
потери на трение КПД 0,9 – 0,95; высокая
чувствительность к микроперемещениям;
независимость силы трения от скорости
качения. Недостатки: сложность;
дороговизна; отсутствие самоторможения;
невысокое демпфирование. Область
использования: станки с ЧПУ; высокоточные
станки. Профиль резьбы, винта и гайки:
полукруглый и арочный (1) -
 ;
арочная (2) -
;
арочная (2) -
 ,
,
 .
1 – для арочных профилей с 2 точками
конакта, 2 – для профилей с 4 точками
контакта (3). Предварительный натяг с 2
точками контакта осуществляется
изготовлением гайки состоящей из 2х
частей: 1) поворотом одной половины гайки
относительно другой; 2) осевым смещением
одной половины относительно другой.
Аналогично выбирается зазор в передачах
винт-гайка смешанного трения (4).
.
1 – для арочных профилей с 2 точками
конакта, 2 – для профилей с 4 точками
контакта (3). Предварительный натяг с 2
точками контакта осуществляется
изготовлением гайки состоящей из 2х
частей: 1) поворотом одной половины гайки
относительно другой; 2) осевым смещением
одной половины относительно другой.
Аналогично выбирается зазор в передачах
винт-гайка смешанного трения (4).
4,8
Базовые детали являются частью несущей системы станка обеспечивая правильное взаимное положение инструмента, относительно заготовки под воздействием силовых и температурных возмущений. Относятся: основания, станины, стойки, столы, траверсы, суппорты… Требования: первоначальная точность изготовления ответственных поверхностей; долговечность связанная со стабильностью формы и размеров в течение заданного срока эксплуатации (исключ корабления конструкции); жесткость; виброустойчивость; малые температурные деформации. Эти требования удовлетворяются правильным выбором материала и рациональной конструкции. Материалы: чугун, сталь, бетон, полимер-бетон. Станины обычно отливают из качественного серого чугуна и редко выполняют сварными из стали. Для тяжелых станков иногда делают станины из железобетона, которые хорошо воспринимают вибрации и меньше подвергнуты тепловым деформациям.
4,9
Направляющие предназначены для перемещения по станине подверженных узлов станка совершающее прямолинейное, значительно реже круговое перемещение. Требования к направляющим: 1) первоначальная точность изготовления (плоскостность граней, их взаимная параллельность, шероховатость поверхности); 2) долговечность – в смысле сохранения первоначальной точности; 3) малая величина и постоянство сил трения на направляющих; 4) жесткость – характеризуется величиной контактных перемещений на рабочих гранях направляющих и являются частью жесткости несущей системы; 5) высокие демпфирующие свойства. Направляющие качения – предусматривают замену трения скольжения, трением качения роликов или шариков по направляющей (1). Гидродинамические направляющие. Гидродинамическая подъемная сила возникает в направляющих при наличии скольжения между поверхностями трения и сужающегося зазора между ними заполненного маслом. Гидродинамические направляющие имеют клиновые скосы и поперечные канавки для их разделения (2). Гидростатические направляющие – имеют карманы в которых масло подается под давлением (3). Комбинированные направляющие т.е. сочетание направляющих различного типа в одной конструкции дает возможность использовать положительные свойства различных видов трения.
4,10
Характеризуются высокими и непостоянными по величинам трением. Могут работать в режимах сухого, граничного и жидкостного трения в зависимости от нагрузки, скорости, типа системы смазки. Формы направляющих: прямоугольные или плоские (1), треугольные или призматические (2), трапециедальные или ласточкин хвост (3), круглые (4). Достоинства: простота и дешевизна, высокая контактная жесткость, хорошие демпфирующие свойства, надежная фиксация подвижного узла. Недостатки: значительное трение и износ, неравномерность движения на малых скоростях. Область использования: прецезионные станки с малыми нагрузками, направляющие для резких установочных перемещений. Материалы: чугун, сталь, пластмассовые направляющие (редко) из-за податливости.
4,11
Испытание станков – это экспериментальное определение конструкции и эксплуатации свойств для выявления их соответствия техническим требованиям. Различают: 1) приемо-сдаточные испытания серийно выпускаемых станков – проводятся с целью проверки работоспособности готового серийного станка и соответствие его заранее установленным техническим условиям; 2) приемочные испытания опытных образцов танков – проводят для решения вопроса о целесообразности постановки на производство данной модели; 3) лабораторные – с целью получения научных знаний. Проверка геометрической точности станка: *проверка радиального биения центрирующей шейки шпинделя передней бабки; *проверка радиального биения отверстия шпинделя передней бабки; *проверка параллельности оси шпинделя передней бабки направлению продольного перемещения суппорта; *проверка осевого биения шпинделя передней бабки; *проверка перпендикулярности торцевой поверхности буртика шпинделя передней бабки оси вращения шпинделя; *проверка параллельности перемещения пиноли направлению продольного перемещения суппорта; *проверка // оси конического отверстия пиноли задней бабки направлению продольного перемещения; проверка правильности расположения оси отверстия шпинделя передней бабки и пиноли; *проверка // перемещения салазок. Статическое нагружение создают нагружающим устройством, конструкция которого соответствует типу и размерам станка и позволяет воспроизводить силу резания или составляющую. Перемещения измеряются датчиками перемещения (электрические измерительные преобразователи или индикаторы). При определении жесткости станка в статическом состоянии нагружение осуществляется ступенчатым измерением нагрузки. Разгружение производят также ступенчато.
4,12
Дополнительные испытания станков с ЧПУ: 1) проверка отработки прямолинейной траектории под углом к осям координат; 2) проверка отработки системой привода подач единичных импульсов; 3) проверка времени смены инструмента; 4) проверка точности и чистоты обработки контрольного образца; 5) проверка постоянства размеров в партии образцов; 6) испытания на безотказность; 7) исследование точности позиционирования. 1) характеризуется алгеброической разностью наибольшего и наименьшего средних отклонений фактической траектории от запрограмированной. 3) оценкой показателя является суммарное время смены инструмента, а также время его составляющих операций.
4,13
Классификация систем с ЧПУ: по числу потоков информации: разомкнутые, замкнутые; по технологической задаче управления: 1) позиционированные системы с ЧПУ – это системы позволяющие устанавливать рабочие органы станка в заданную позицию без обработки в процессе перемещения (сверлильные и расточные станки); 2) контурные системы ЧПУ – обеспечивает управление перемещения рабочего органа по траектории и с контурной скоростью заданной программы (токарные , фрезерные станки); 3) комбинированные системы – сочетают функции позиционных и контурных систем (многоцелевые станки); по принципу реализации: аппаратные системы, микропроцессорные системы. Для обозначения принятой на станке системы управления используют следующие символы: Ц – цикловая система управления, Ф1 – система с цифровой индексацией перемещения исполнительных органов, Ф2 – позиционная система ЧПУ, Ф3 – контурная система ЧПУ, Ф4 - комбинированная система ЧПУ. Эти символы ставятся вконце буквенно-цифрового индекса станка. 3А151Ц – кругло-шлифовальный станок – цикловой. 16К20Ф1 токарный с цифровым управлением. 2Н150Ф2 – вертикально-сверлильный с позиционной системой ЧПУ. 6Р13Ф3 – вертикально-фрезерный с контурныой системой ЧПУ. ИР500Ф4 многоцелевой с комбинированной системой ЧПУ. Символы отражающие конструктивные особенности станка связанны с автоматической сменой инструмента: Р – смена инструмента поворотом револьверной головки, М – смена инструмента из магазина. Эти символы ставятся перед символом Ф. ИР500МФ4, 2Н150РФ2.
4,14
NC (Numerical Control) – общее название ситемы числового программного управления, также обозначают аппаратные устройства ЧПУ, SNC (stored) – система ЧПУ оснащенная памятью для запоминания управляющих программ, CNC (computer) – микропроцессорные системы управления, HNC (Hand) – оперативная система ЧПУ с возможностью набора управляющей программы на станке, DNC (Direct) – прямое управление, системное управление группой станков от общей ЭВМ. Преимущества микропроцессорной системы по сравнению с аппаратной: 1) более мощные функциональные возможности (внутренняя диагностика системы, наличие каналов связи с ЭВМ более высокго уровня, способность хранить большие библиотеки управления программ); 2) большая гибкость и меньшая подверженность моральному старению – это обусловлено тем, что указанные функциональные возможности поддерживают специальное математическое обеспечение ЧПУ, которые можно наращивать и совершенствовать.
4,15
В основу выбора координатной системы станка с ЧПУ положен международный стандарт. В стандарте используется правостороннее, прямоугольная система координат в которой движение инструмента обозначается по отношению к детали. Положительное направление – это направление при котором инструмент отходит от загтовки. Исходной осью является ось z это ось шпинделя станка. Ось х – перпендикулярна оси z. Если такому условию соответствует 2 оси, то за ось х принимается та по которой возможна большее перемещение. Ось Y – в соответствии с правосторонней системой координат или по правилу правой руки: х – большой палец, Y – указательный, z – средний. Повороты вокруг осей обозначаются А, В, С соответственно. За положительное направление выбирается поворот по часовой стрелке при взгляде вдоль положительного направления. Если перемещается изделие то неправление изменяется на противополодное и обозначается х’, Y’…. Для обозначения перемещения по дополнительным осям используют: X, Y, Z – первичные (основные) оси; U, V, W – вторичные оси; P, Q, R – третичные оси.
4,16
Управляющая программа – совокупность команд на языке программирования соответсвенно заданному процессу обработки заготовки. Она содержит информацию о: величинах и скоростях перемещения инструмента относительно заготовки, частоте вращения шпинделя, смене инструмена, команды исполнительных устройств. Управляющая программа записывается на програмоносителе в виде последовательности кадров (фраз). Каждый кадр содержит информацию необходимую для описания обработки определенного участка детали. Для закодированных символов используется 7 дорожек 8-дорожечной перфоленты. Первое слово – номер кадра. Слово состоит из знака и цифры N и 3х цифр отражающих порядковый номер кадра программы. Подготовительная функция G00 – G99. Размерные слова: x, y, z; U, V, W; P, Q, R; A, B, C; I, J, K. F – подача, S – частота вращения шпинделя, Т – инструмент (00 – 99), М – смешанная или вспомогательная функция (М00 – стоп по программе, М01 – стоп по выбору, М02 – конец программы, М03 – вращение шпинделя по часовой стрелке, М06 – смена инструмента, ….
5,1
N – N – главная секущая плоскость. А – вспомогательная секущая плоскость. φ – главныйугол в плане – угол измеряемый в горизонтальной координатной плоскости между проекциейна нее вектора скорости подачи и проекцией главной режущей кромки. φ1 – вспомогательный угол в плане – угол измеряемый в горизонтальной координатной плоскости между проекцией на нее вспомогательной режущей кромки и линией, на которой лежит вектор скорости подачи. γ – передний угол. α – главный задний угол. β – угл заострения. α1 – вспомогательный задний угол

5,2
Под принципиальной кинематической схемой резания понимается совокупность всех движений имеющих место с момента вхождения инструмента в контакт с заготовкой. Перемещение столо. Шлифование – вращательное и поступательное, строгание – прямолинейная подача, при нарезании резьбы – вращательное и прямолинейное перемещение, при протягивании – одно прямолинейное движение.
5,3
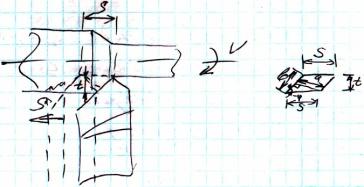
а
– толщина срезаемого слоя, в – ширина
срезаемого слоя и определяется как
длина стороны сечения срезаемого слоя,
образованной главной режущей кромкой,
S
и t
– технологические параметры срезаемого
слоя, а и b
– физические параметры срезаемого
слоя.
 .
.
 .
t
> S
– срезаемый слой прямой, t
= S
– срезаемый слой равнобокий, t
< S
– обратный срезаемый слой. Во всех
рассматриваемых случаях (также широкие
резцы) площадь номинального поперечного
сечения срезаемого слоя А = ab
= St
.
t
> S
– срезаемый слой прямой, t
= S
– срезаемый слой равнобокий, t
< S
– обратный срезаемый слой. Во всех
рассматриваемых случаях (также широкие
резцы) площадь номинального поперечного
сечения срезаемого слоя А = ab
= St
5,4
Режимом
резания называют совокупность t,
S,
V,
T,
Pz
и N.
Последовательность назначения элементов
режимов резания следующие: задаются
максимально возможной t;
по выбранной t
определяют максимально возможное S;
по t
и S
определяют Т; V
относительно Т. При выборе Т обычно
задаются критерием оптимальности –
себестоимость или производительность.
Период Т при котором обеспечивается
минимальная себестоимость называют
экономическим периодом Т и определяется
 ,
,
 -
показатель относительной стойкости,
-
показатель относительной стойкости,
 -
время простоя станка в связи с заменой
инструмента,
-
время простоя станка в связи с заменой
инструмента,
 -
затраты связанные с эксплуатацией
инструмента за его период Т, Е –
себестоимость 1 мин работы станка и
станочника.
-
затраты связанные с эксплуатацией
инструмента за его период Т, Е –
себестоимость 1 мин работы станка и
станочника.
 -
наибольшая производительность.
-
наибольшая производительность.