тузк / Расчеты для контроля прямым лучом
.docxсигнала (качественно сделать контроль сварного соединения способен только специалист, прошедший обучение), ограниченность использования для металлов с крупным зерном (аустенитные стали, чугун и пр.).
Разработка методики УЗК
Обоснование выбора методов УЗК, схем прозвучивания и значений основных параметров
При выборе схемы прозвучивания сварных соединений в первую очередь исходят из возможности полноты прозвучивания поперечного сечения сварного соединения осью УЗ пучка и вероятности выявления наиболее опасных плоскостных дефектов (трещин, непроваров, несплавлений). Кроме того, обычно ставят условие контроля сварного шва прямым лучом. Помимо наплавленного металла и зоны сплавления УЗК подвергают также околошовную зону.
Стыковые сварные соединения толщиной от 20 до 60 мм контролируют либо с двух сторон поверхностным лучом, либо с одной – прямым и однократно отраженным лучом. Схемы прозвучивания взяты из ГОСТ 14782-86
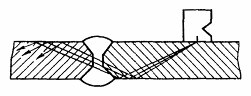
Расчеты для контроля прямым лучом
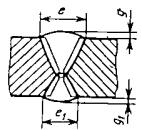
Рисунок 3.1.1 – Схема прозвучивания для контроля прямым лучом
 (1)
(1)
 (2)
(2)
 (3)
(3)
где
ЗТВ – зона термического воздействия = 10 мм
b = 43 мм – ширина валика усиления (ГОСТ 14806-80);
δ = 60 мм – толщина свариваемого изделия;
n = 10 мм – стрела преобразователя;
 – угол
ввода луча в ОК.
– угол
ввода луча в ОК.

Для контроля данного сварного соединения я воспользуюсь стандартными преобразователями (далее – ПЭП) для стали (45˚, 50˚, 65˚и т.д.). Пользуясь условием (1) выбираю угол для контроля = 50 ˚.
 мм
мм
 мм
мм
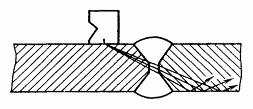
Расчеты для контроля однократно отраженным лучом

Рисунок 3.1.2 – Схема прозвучивания однократно отраженным лучом.
 (4)
(4)
 +ЗТВ
(5)
+ЗТВ
(5)
 +
ЗТВ (6)
+
ЗТВ (6)
где
z = 10 мм – расстояние между началом валика усиления и точкой отражения ультразвукового луча от нижней границы ОК;
b = 43 мм – ширина валика усиления (ГОСТ 14806-80);
 – угол
ввода луча в ОК.
– угол
ввода луча в ОК.
 ˚
˚
Аналогично
,
пользуясь неравенством (4), выбираю для
контроля ПЭП

 =
153 мм
=
153 мм
 мм
мм
Шаг сканирования выбирается из ГОСТа 14782
Δ = 3 мм
3.2 Расчет электро-акустического тракта для плоскодонки и сферы
 ,
,
где
 – коэффициент отражения;
– коэффициент отражения;
 – площадь
ПЭП;
– площадь
ПЭП;
 ,
, ,
, – коэффициенты зависящие от отражателя;
– коэффициенты зависящие от отражателя;
 –
определяет
уменьшение амплитуды вследствие
расхождения ультразвукового пучка на
пути от излучателя до
–
определяет
уменьшение амплитуды вследствие
расхождения ультразвукового пучка на
пути от излучателя до
Рассчитанный для него коэффициент выявляемости представлен ниже:
Рисунок 3.3.2 – коэффициент выявляемости для α = 50˚
По рисунку 3.2.2 находим нужное значение Кд и добавляем его к опорному сигналу полученному от бокового цилиндрического отверстия в СО-2А диаметром 6 мм расположенном на глубине 44 мм.
Тип и характеристики дефектоскопа, выбранные для УЗК объекта
Для контроля буду использовать прибор УД2-70 со следующими характеристиками ( см. Приложение А)
Измеряемые характеристики дефекта и способы их определения
К измеряемым характеристикам дефекта относят:
максимальную амплитуду эхосигнала от дефекта – Uд;
координаты дефекта: глубину – Нд, и расстояние – Lд от преобразователя;
линейные условные размеры дефекта, измеряемые при перемещении преобразователя относительно дефекта: в плоскости падения – условная ширина (ΔХд), условная высота (ΔНд); и в дополнительной плоскости перпендикулярной плоскости падения – условная протяженность (ΔLд).
Способы определения:
ставим положение ПЭП так, чтобы получить максимальный сигнал от дефекта;
Приложение 2
ТЕХНОЛОГИЧЕСКАЯ КАРТА ВИЗУАЛЬНО – ИЗМЕРИТЕЛЬНОГО И УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНОГО ШВА
Объект контроля:
Объект |
Сварные швы |
|
Технические условия на контроль
|
РД 03-606-03 «Инструкция по визуальному и измерительному контролю» ГОСТ 55724-2013 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые» ГОСТ 14806-80 «Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры» |
|
Характеристика соединения |
||
Тип
Требования к подготовке соединения к контролю |
«С25» - с двумя симметричными скосами кромок по ГОСТ 14806-80 |
|
Очистить зону от брызг металла и отслаивающейся окалины около шовную зону (по 153 мм от корня шва в обе стороны) |
||
Толщина материала |
60 мм |
|
Аппаратура контроля
Дефектоскоп |
ПЭП |
Стандартные образцы |
УД2-70
|
121-2,5-50
|
СО-2А
|
Параметры контроля сварного соединения
Параметры контроля |
Параметры сканирования |
||||||||||
f, МГц |
а, мм |
n, мм |
a, град |
(Sэкв),/Кд мм2 |
способ прозв. |
схема скан. |
Шаг DСl и |
пределы перем. Lmin/ Lmax, мм |
Sпп/Sпо, дБ |
||
2,5 |
12 |
10 |
50 |
0,63/-24 |
m=1 |
попер-прод. |
3 |
81,5/153 |
6 |
||
12 |
10 |
50 |
0,63/-38 |
m=0 |
3 |
20/81,5 |
6 |
||||
|
|
||||||||||
m=0 |
m=1 |
||||||||||
|
|
||||||||||
m=0 |
m=1 |
||||||||||