

Описание прибора ф-205.30а
Прибор совмещает в себе функции порогового дефектоскопа и измерителя. Предназначен для обнаружения дефектов в намагниченных ферромагнитных деталях, в том числе в сварных конструкциях, и измерения:
напряженности постоянного магнитного поля на поверхностях деталей и в свободном пространстве;
градиента напряженности постоянного магнитного поля на поверхности деталей и в свободном пространстве.
Минимальные размеры выявляемых дефектов:
поверхностных: ширина 0,002 мм, глубина 0,1 мм, длина 2 мм;
подповерхностных: ширина 0,3 мм, глубина 0,5 мм, длина 2 мм при максимальной глубине залегания дефекта 5,0 мм.
По размерам выявляемых поверхностных и подповерхностных дефектов прибор соответствует требованиям ГОСТ 21104. Зона чувствительности прибора не менее 0,5 мм.
Проведение контроля
Подготовка контролируемого объекта.
Намагнитить контролируемый объект с помощью намагничивающего устройства МСН-14. Для этого поставить МСН полюсами в 2 точки, находящиеся между зоной контроля. Предполагаемый дефект должен располагаться перпендикулярно линиям магнитного поля.
Проверить полемером тангенциальную составляющую напряжённости магнитного поля зоны контроля. Для этого:
Подключить к прибору полемер МДФ 9405.30-02 Р2/3 Тn для измерения тангенциальной составляющей напряжённости магнитного поля;
включить прибор Ф-205.30А нажатием клавиши «ВКЛ»;
нажатием клавиши «РЕЖИМ+» или «РЕЖИМ-» вывести на экран прибора режим измерения. (рис. 2.1 или 2.2);
перевести (если необходимо) прибор в режим измерения тангенциальной составляющей Н (как показано на рис. 2.2) кнопками «Измерит.» и «Нn/Ht». Кнопка «Измерит.» осуществляет переход между режимами измерения поля и градиента (рис.2.1 и 2.2), а кнопка «Нn/Ht» осуществляет переход между режимами измерения нормальной и тангенциальной составляющей Н;
измерить тангенциальную составляющую Н. Для этого поставить полемер большей стороной основания вдоль линий магнитного поля в зоне контроля. При нормальной намагниченности прибор должен показать значение от 150 до 300 А/м.
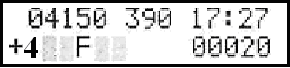
Рис. 2.1. Режим измерения градиента напряжённости магнитного поля
 ,
,
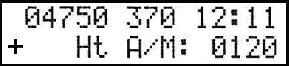
Рис. 2.2. Режим измерения тангенциальной составляющей магнитного поля
Настройка порога прибора на необходимую чувствительность
Подключить к прибору градиентометр МДФ 9405.130 Р2/4Нг;
Вывести на экран режим измерения градиента напряжённости магнитного поля. Для этого:
включить прибор;
нажатием клавиши «РЕЖИМ +» или «РЕЖИМ -» вывести на экран прибора режим измерения градиента напряжённости магнитного поля (рис. 2.1).
Кнопками «
 »
и «
»
и « »
выставить пороговую чувствительность
1500х10 А/м2*.
»
выставить пороговую чувствительность
1500х10 А/м2*.
Обнаружение дефектов**
Подсоединить к прибору (при выключенном питании) подходящий ФП (в нашем случае это МДФ 9405.130 Р2/4Нг). Включить питание;
Вывести на экран режим измерения градиента напряжённости магнитного поля;
Кнопкой «3/4» высветить во 2 позиции 2 строки цифру 4;
Настроить порог прибора;
Провести намагничивание детали (или ее участка) так, чтобы магнитные силовые линии были направлены перпендикулярно вероятному направлению дефектов;
Если обнаружение дефектов производится способом остаточной намагниченности, убрать намагничивающее устройство;
Установить состояние обнаружение дефектов и измерение градиента, (рис. 2.1). В позиции 5 второй строки дисплея высветить символ «F» (нажатием на клавишу «ФИКС.»). Это означает, что прибор работает с фиксированным порогом. Сканировать с помощью ФП зону контроля с шагом 5—10 мм. При этом ориентировать ФП так, чтобы продольная ось ФП была направлена вдоль силовых линий поля намагничивания, а нормальная ось — перпендикулярно контролируемой поверхности. ФП перемещать с легким нажатием, без перекосов, вращений и отрывов от поверхности со скоростью не более 8 см/сек;
Если в некоторой зоне поверхности детали сработали индикаторы дефектов, при загрязненной поверхности произвести в этой зоне очистку поверхности и с помощью лупы удостовериться в том, что срабатывание индикаторов вызвано поверхностным дефектом. Решение о выявлении дефекта выносить, анализируя его характер и параметры (длину, ширину и т.п.);
Если в процессе визуального осмотра дефекты не обнаружены, то необходимо найти точку максимума сигнала и отметить ее. Точку максимума определить следующим образом: при появлении сигнала дефекта перемещать и в небольших пределах менять ориентацию ФП до тех пор, пока абсолютное значения градиента не достигнет максимума. Отметить эту точку мелом. После того, как найдена и отмечена первая точка максимума, выполнить с помощью ФП вблизи этой точки несколько параллельных сканирований, отмечая новые точки максимумов. Если отметки выстраиваются в линию, решение о выявлении дефекта выносить, анализируя характер и длину линии.