

1 Пьезопластина; 2 демпфер; 3 протектор; 4 контактная жидкость (смазочный материал); 5 изделие; 6 корпус; 7 выводы; 8 призма
Рисунок 3 Схема совмещенного ПЭП М-1 для контроля медных соединений
2.5 Способы и средства эталонирования основных параметров контроля
Для эталонирования и настойки проборов при контроле медных нецелесообразно использовать стандартные образцы СО-2 и СО-3, поскольку они выполнены из стали. В данном случае необходимо создать настроечные образцы и того же материала, то есть из меди. В соответствии с [8] НО с плоскодонным отражателем представляет собой металлический блок, изготовленный из контролируемого материала, в котором выполнен плоскодонный отражатель, ориентированный перпендикулярно акустической оси преобразователя. Глубина расположения плоскодонного отражателя должна соответствовать требованиям технологической документации. Площадь плоскодонного отражателя должна соответствовать расчетам.
Схема НО представлена на рисунке 4.
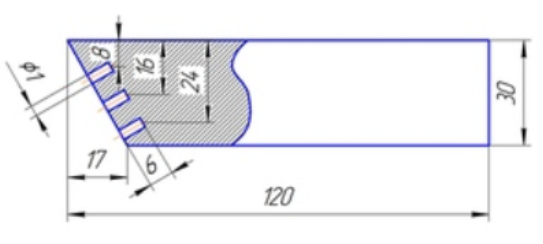
Рисунок 4 Эскиз НО с плоскодонным отражателем
2.6 Измеряемые характеристики дефектов и способы их определения
Основные измеряемы характеристики представлены на рисунке 5.
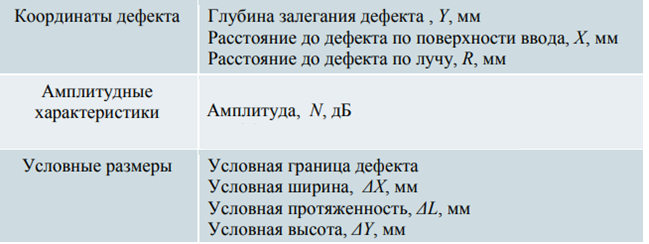
Рисунок 5 Измеряемые характеристики дефектов
3. Технология ультразвукового контроля
Средства контроля, включая приспособления, устройства регистрации контроля размещают непосредственно вблизи или на ОК. Дефектоскоп настраивают в соответствии с прилагаемым к нему руководством по эксплуатации
После включения дефектоскопа и проверки общей работоспособности производится настройка и проверка основных параметров в соответствии с применяемой технологической картой и прилагаемым к УД2-70 инструкции по эксплуатации.
Подготовку и контроль сварного соединения производят в следующей последовательности:
- зачистка поверхности;
- настройка параметров системы временной селекции (начало и длительность развертки, начало и длительность строб-импульсов);
- настройка поискового и браковочного уровней чувствительности на НО М-1;
- сканирование;
- анализ осциллограмм появляющихся сигналов;
- измерение характеристик дефектов;
- оценка качества соединения на основе анализа измеренных характеристик;
- оформление результатов контроля.
Этап сканирования при ручном контроле проводят по схемам поперечно-продольного перемещения ПЭП. В процессе сканирования ПЭП должен быть ориентирован перпендикулярно сварному шву и с поворотом относительно продольной оси шва на угол 10…15˚.
При сканировании по размеченным участкам и использовании поперечно-продольной схемы перекрытие участков должно быть не менее шага сканирования.
Оценка качества по результатам УЗК
Качество сварных швов оценивают в соответствии с требованиями, приведенными в ТУ на изделие, конструкторской и другой НТД, утвержденной в установленном порядке.
Основными измеряемыми характеристиками дефектов являются:
- координаты дефекта Нд, Lд, rд дефекта;
- условная протяженность ΔLд дефекта;
- условное расстояние Δlд между дефектами;
- число дефектов n на участке заданной длины.
Коэффициент выявляемости измеряется в дБ относительно опорного значения сигнала от модели дефекта или относительно порога, задаваемого в дефектоскопе.
Условную протяженность, условное расстояние между соседними дефектами, число дефектов на участке заданной длины измеряют для дефектов с амплитудой эхо-сигналов, находящейся между уровнями чувствительностями поиска и браковки.
Условная протяженность ΔLд измеряется абсолютным способом на уровне, связанном с уровнем чувствительности Nо.
Сварной шов считают негодным при условии, что измеренное значение хотя бы одной характеристики выделенного дефекта больше браковочного значения этой характеристики.
Браковочные значения характеристик выдаются в ТИ (техническая инструкция) на УЗК сварного шва.
Результаты контроля должны быть зафиксированы в журнале и (или) заключении (карте контроля). Пример карты контроля в Приложении Б