

Допустимая скорость охлаждения при этом виде отжига зависит от массы изделия, его формы и теплопроводности и лежит в пределах 20-200 °с/ч.
Рекристаллизационный отжиг - это нагрев холоднодеформированных сплавов выше температуры рекристаллизации, выдержку при этой температуре с последующим охлаждением осуществляют обычно на спокойном воздухе. Цель отжига - понижение прочности и восстановление пластичности деформированного металла, получение определенной кристаллографической текстуры, создающей анизотропию свойств, и получение заданного размера зерна. Рекристаллизационный отжиг часто используют в качестве межоперационной смягчающей обработки при различных операциях холодного деформирования. Температуру отжига обычно выбирают на 100-200 °С выше температуры рекристаллизации, которая определяется из выражения
Трекр = Тпл, (8.1)
где Тпл - температура плавления чистого металла или сплава;
- коэффициент, зависящий от чистоты металла и степени деформирования: для металлов технической чистоты = 0,3 - 0,4; для твердых растворов = 0,5-0,6; для тугоплавких металлов = 0,7 - 0,8.
Для углеродистых сталей с содержанием 0,08 - 0,20 % С, которые наиболее часто подвергают холодной деформации, температура рекристаллизационного отжига находится в интервале 680-700 °С. Температура рекристал-лизации технически чистых алюминия и меди равна соответственно 100 °С, 270 °С.
В сплавах, не имеющих фазовых превращений в твердом состоянии (однофазные латуни и бронзы, не упрочняемые алюминиевые сплавы, ферритные стали и др.), единственной возможностью регулирования размера зерен является сочетание холодной пластической деформации с последующим рекристаллизационным отжигом.
Диффузионный отжиг (гомогенизация) - это длительная выдержка сплавов при высоких температурах, в результате которой уменьшается ликвационная неоднородность твердого раствора, что снижает склонность сплавов, обрабатываемых давлением, к хрупкому излому. При высокой температуре протекают диффузионные процессы, не успевшие завершиться при первичной кристаллизации. Диффузионному отжигу подвергают слитки легированных сталей и алюминиевых сплавов, а в некоторых случаях и отливки. В стальных слитках в результате диффузионного отжига достигается более равномерное распределение фосфора, углерода и легирующих элементов в объеме зерен твердого раствора, а также более благоприятное распределение сульфидов. Диффузионный отжиг стальных слитков ведут при температуре 1100-1300 °С о выдержкой в течение 20-50 ч. Диффузионный отжиг отливок алюминиевых сплавов проводят при температуре 420-520 °С с выдержкой 20-30 ч.
Отжиг второго рода (фазовая перекристаллизация) включает в себя термообработку сплавов выше температуры фазовых превращений с последующим охлаждением, что приводит сплав в более равновесное состояние. Для конструкционных сталей в зависимости от положения температур нагрева относительно критических точек Ас1 и Ас3 (см.гл.1), способов охлаждения и степени переохлаждения аустенита различают следующие основные разновидности отжига II рода: полный отжиг, неполный отжиг, изотермический отжиг и нормализацию. На рис.8.1 показаны зоны нагрева изделий из стали при различных видах отжига.
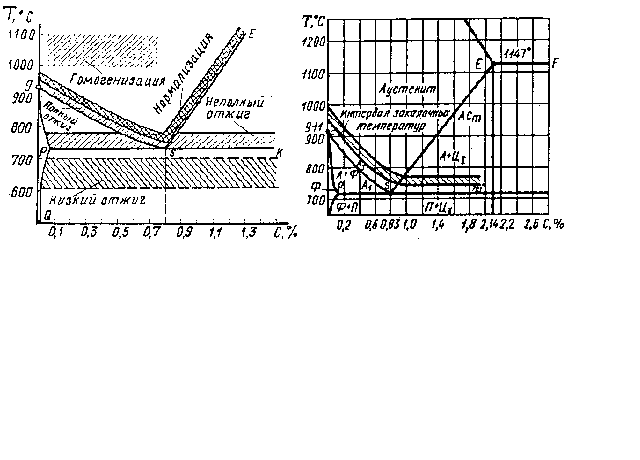
Рис.8.1. Температура нагрева для Рис.8.2. Оптимальный интервал
различных видов отжига закалочных температур
сплава Fe-C углеродистых сталей
Полный отжиг производят в целях полной перекристаллизации и устранения внутренних напряжений, вызванных наклепом и другими причинами. Он состоит в нагреве заготовки на 30-50 °С выше линии Ас3 и медленном охлаждении со скоростью 50-100 °С/ч обычно вместе с печью, что позволяет произойти полному распаду аустенита и превращению его в перлитные структуры. Полный отжиг назначают для доэвтектоидных сталей и выполняют после отливки заготовок, горячей и холодной штамповки, операций обработки резанием, а также в качестве предварительной операции перед выполнением механической обработки для снижения твердости.
Неполный отжиг заключается в нагреве сплава выше температуры Ас1 на 30-50 °С и медленном охлаждении. Неполный отжиг применяется главным образом для эвтектоидных и заэвтектоидных (инструментальных) сталей. Он вызывает практически полную перекристаллизацию и позволяет получить зернистую (сфероидальную) форму перлита вместо пластинчатой. Сталь с зернистым перлитом имеет более низкую прочность, твердость и большую пластичность, что улучшает обрабатываемость резанием.
Неполный отжиг доэвтектоидных сталей применяют ограниченно и для смягчения перед обработкой резанием.
Изотермический отжиг применяется для легированных сталей с целью сокращения времени, так как полный отжиг - это очень длительная операция. Для этого сталь, нагретая выше Ас3, выдерживается заданное время, затем быстро охлаждается до температуры ниже Ас1 на 50-100 °С, при этой температуре выдерживается столько, сколько необходимо для полного распада аустенита, и затем охлаждается на воздухе. Для изделий из легированных сталей изотермический отжиг позволяет сократить время этой операции примерно в два раза по сравнению с полным отжигом.
Нормализация – это разновидность отжига. Она заключается в нагреве до эвтектической стали до температуры, превышающей Ас3 на 50 °С, заэвтектоидной стали выше Аcm также на 50 °С, выдержке для прогрева изделия и завершения фазовых превращений, и охлаждений на воздухе. Нормализация обеспечивает полную фазовую перекристаллизацию стали и устраняет крупнозернистую структуру, полученную при предшествующей обработке, например, литье, волочении, прокате, штамповке. Для низкоуглеродистых сталей разница в свойствах между отожженным и нормализованным состояниями практически отсутствует. Рекомендуется эти стали подвергать не отжигу, а нормализации. Для среднеуглеродистых сталей различие в свойствах нормализованной и отожженной стали более значительно; в этом случае нормализация не может заменить отжига. Но для этих сталей операцию улучшения (закалка + отпуск при высокой температуре) часто заменяют нормализацией, что придает стали более высокую прочность по сравнению с отожженным состоянием, но по сравнению с улучшением меньшую пластичность и вязкость.
8.3. Закалка, отпуск и старение сплавов
Закалка углеродистых сталей заключается в нагреве на 30-50 °С выше Ас3 для доэвтектоидных или Ас1 для заэвтектоидных сталей, выдержке для завершения фазовых превращений и последующем охлаждении со скоростью выше критической (150-200 °С/ч) до температуры, соответствующей температуре превращения переохлажденного аустенита в мартенсит (рис.8.2).
Мартенсит - неравновесная фаза и представляет собой пересыщенный твердый раствор внедрения углерода в - железе Fe.
Характерной особенностью мартенсита является его высокая твердость, прочность, зависящие от содержания углерода. Мартенсит в стали, содержащей 0,1 % С, имеет твердость примерно HRC 30. При содержании 0,7 % С твердость мартенсита достигает максимального значения HRC 65 и при дальнейшем увеличении содержания углерода она существенно не увеличивается. Временное сопротивление разрыву низкоуглеродистого (0,15 % С) мартенсита составляет около 1000 МПа, а при 0,6-0,8% С - 2600-2700 МПа. Закаленные стали, содержащие более 0,4 % С, при испытании на растяжение разрушаются хрупко. Это связано с игольчато-пластинчатым строением мартенсита, препятствующим движению дислокаций, и с большими внутренними напряжениями, возникающими при его образовании. Мартенситное превращение в сталях сопровождается увеличением объема, что вызывает возможное возникновение закалочных трещин и деформаций.
Скорость охлаждения при закалке оказывает влияние на получение той или иной структуры. Большая скорость охлаждения особенно нужна в интервале температур 650-400 °С, где аустенит находиться в неустойчивом состоянии и при малых скоростях охлаждения может произойти его распад с образованием перлита. В интервале мартенситного превращения скорость охлаждения снижается, чтобы избежать термических напряжений. В качестве охлаждающих сред при закалке используют воду, водные растворы солей, щелочей и масло, которые имеют различную охлаждающую способность. Вода по сравнению с машинным маслом охлаждает сталь примерно в 6 раз быстрее при 550-650 °С и в 25 раз быстрее при 200 °С.
Поэтому воду применяют для охлаждения углеродистых сталей, которым свойственна большая критическая скорость закалки. Масло применяют для охлаждения легированных сталей, обладающих высокой устойчивостью переохлажденного аустенита. Добавление к воде солей и щелочей увеличивает ее закаливающую способность.
Существуют несколько способов закалки: закалка в одном охладителе, в двух охлаждающих средах, ступенчатая, изотермическая закалка. При закалке в двух охлаждающих средах изделие сначала охлаждают в среде, обладающей высокой скоростью охлаждения (вода, вода с добавлением солей, щелочей), затем переносят в другую среду (масло), что позволяет получить структуру мартенсита с меньшими напряжениями, чем при закалке в одном охладителе.
Ступенчатую закалку выполняют аналогично закалке в двух средах с той разницей, что закалочная среда первой ступени (расплавленные соли) имеет повышенную температуру, которая выше мартенситной точки для данной стали на 50-100 °С. Этот вид закалки применяют при изготовлении инструментов небольшого сечения из низко и среднеуглеродистых сталей.
При изотермической закалке (при постоянной температуре) изделия, нагретые до температуры закалки, охлаждают в соляной ванне при 300-400 °С и выдерживают до полного превращения аустенита в игольчатый тростит. Дальнейшее охлаждение до комнатной температуры осуществляется на воздухе. Такая закалка обеспечивает минимальные внутренние напряжения, а также удовлетворительное сочетание твердости и вязкости. Изотермическую закалку применяют при изготовлении пружин, ударного инструмента и других деталей из легированных сталей.
Поверхностную закалку выполняют путем быстрого нагревания поверхностных слоев изделия и затем быстрого охлаждения. В результате этого поверхностные слои изделия приобретают высокую прочность, твердость и износостойкость при сохранении высокой вязкости сердцевины. Поверхностную закалку применяют при изготовлении валов, осей, шестерен, кулачков. Для нагревания изделий применяют индукционный нагрев токами высокой частоты.
Результатом закалки сталей является структура мартенсита, обладающая низкой пластичностью и значительными внутренними напряжениями, что в большинстве случаев исключает применение закаленного изделия без дополнительной термической обработки - отпуска.
Отпуск заключается в нагреве закаленной стали до температуры ниже Ас1, выдержке при заданной температуре и последующем охлаждении с определенной скоростью. Цель отпуска - ослабить или полностью предотвратить внутренние напряжения при закалке; снизить хрупкость и твердость, а также повысить вязкость закаленной стали. В результате отпуска происходит переход от более твердых, но менее устойчивых структур к менее твердым, но более устойчивым. В зависимости от температуры отпуск подразделяют на низкотемпературный (низкий), среднетемпературный (средний) и высокотемпературный (высокий).
Низкий отпуск заключается в нагреве закаленной стали до 150-250 °С, непродолжительной выдержке (от 30 мин до 1,5 ч) и охлаждении, обычно в масле или на воздухе. При этом снижаются внутренние закалочные напряжения, мартенсит закалки переводится в отпущенный мартенсит, повышается прочность и немного улучшается вязкость, без заметного снижения твердости, а значит и износостойкости. Однако изделие не выдерживает значительных динамических нагрузок. Низкому отпуску подвергают режущий и измерительный инструмент из углеродистых и низколегированных сталей, постоянные магниты, а также детали, претерпевшие поверхностную закалку, цементацию, нитроцементацию и ционирование.
Средний отпуск выполняют при 350-500 °С. Структура отпущенной стали при этих температурах состоит из тростита отпуска или троостомартенсита. Такой отпуск обеспечивает высокие пределы упругости и выносливости, и релаксационную стойкость при высокой прочности. Такой вид отпуска применяется при изготовлении пружин, штампов. Охлаждение при температуре отпуска 400-450 °С проводят в воде, что способствует образованию на поверхности сжимающих остаточных напряжений, которые увеличивают предел выносливости пружин.
Высокий отпуск проводят при 500-650 °С. Структура стали после высокого отпуска - сорбит отпуска. Закалка и высокотемпературный отпуск существенно улучшают общий комплекс механических свойств (по сравнению с нормализацией или отжигом): повышает прочность, предел текучести, ударную вязкость при высоком значении пластичности.
Термическую обработку, состоящую из закалки и высокотемпературного отпуска, называют улучшением. Этому процессу подвергают среднеуглеродистые конструкционные стали при изготовлении деталей несущих конструкций, работающих при больших динамических нагрузках.
В сплавах с переменной растворимостью компонентов в твердом состоянии термическая обработка позволяет значительно повысить прочностные характеристики. Сплавы такого типа получили название стареющих сплавов - это сплавы на основе алюминия, меди, никеля, кобальта, титана, например, Al – Cu, Cu – Be, Al – Zn и др.
Принцип упрочняющей термической обработки рассмотрим на примере диаграммы состояния, изображенной на рис.8.3.
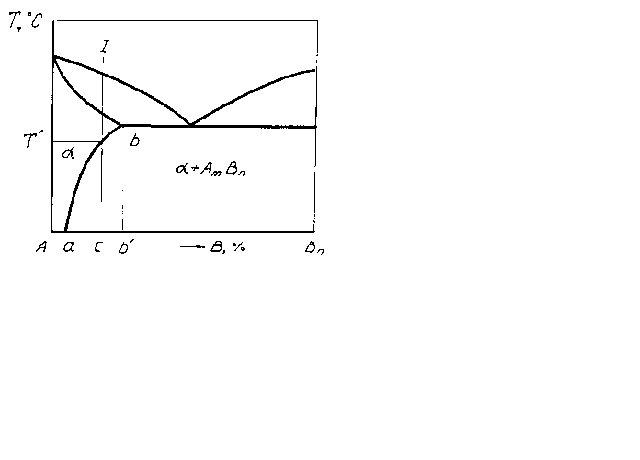
Рис.8.3. Диаграмма состояния компонетов с переменной растворимостью в твердом состоянии.
К термически упрочняемым сплававам относят сплавы от точки a до точки b, в которых при охлаждении из твердого раствора выделяются вторичные кристаллы AmBn. При этом степень упрочнения тем выше, чем больше масса вторичных кристаллов в равновесном сплаве, оказывающих препятствие движению дислокаций. При закалке сплавов при температурах выше линии аb, обеспечивающих распад вторичных кристаллов, получают однофазную структуру-пересыщенный компонентом В твердый раствор. Такая закалка мало сказывается на повышении прочности и твердости, а пластичность сплавов соответствует пластичности твердых растворов. Пересыщенный твердый раствор представляет собой неравновесную структуру с повышенным уровнем свободной энергии. Поэтому, как только подвижность атомов окажется достаточно большой, твердый раствор будет распадаться - начнется процесс старения.
В сплавах на основе низкоплавких металлов старение может происходить при температуре 20-25 °С в процессе выдержки после закалки; такое старение называют естественным. Старение, происходящее при повышенных температурах, называют искусственным.
В общем случае при распаде пересыщенных твердых растворов могут возникать образования следующих типов: зоны Гинье - Престона (зоны ГП), имеющие форму дисков толщиной в несколько межатомных расстояний; кристаллы метастабильной фазы, имеющие иную пространственную решетку, чем твердый раствор; стабильная фаза, выделяющаяся в виде достаточно крупных частиц, имеющих сложную пространственную решетку.
Наибольшей прочности при старении сплав приобретает при образовании зон ГП при очень низких температурах, недостаточных для зарождения метастабильных и стабильных кристаллов. Но процесс старения протекает в достаточно длительное время. Старение при более высоких температурах, когда образуется стабильная фаза, не вызывает значительного упрочнения сплава, но процесс зарождения вторичных кристаллов протекает значительно быстрее. Термическую обработку, приводящую к получению стабильной структуры, называют стабилизацией; термин подчеркивает получение более устойчивой структуры при возможном нагреве сплава в условиях эксплуатации.
К стареющим сплавам, применяемым в конструкциях РЭС, относятся дюралюмины, в которых твердость и прочность при оптимальных условиях старения увеличивается в 2 раза; бериллиевые бронзы, в которых эти параметры увеличиваются в 3 раза.