

Методическое пособие 643
.pdfСилы трения иногда используют для управления процессом пластического течения металла, например для создания препятствий, затрудняющих течение металла в нежелательных направлениях, для захвата заготовки валками при прокатке и т. п.
Вопросы для самоподготовки
1.Что такое пластичность металлов?
2.Что такое упругая и пластическая деформация ме-
таллов?
3.Для чего используется нагрев заготовок при обработке металлов давлением?
4.Какие существуют схемы объемно-напряженного состояния при обработке металлов давлением ?
5.На что влияет контактное трение?
50
ЛЕКЦИЯ № 5
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
Теоретические вопросы:
5.1.Оборудование заготовительного производства. Нагревательные печи
5.2.Штамповочные молоты
5.3.Механические прессы
5.1.Оборудование заготовительного производства. Нагревательные печи
Заготовительное оборудование кузнечноштамповочного производства
В большинстве случаев изготовление деталей возможно без заготовительного производства в механическом цехе на металлорежущих станках из традиционного материала. Например, во время ремонта для замены разрушенной или изношенной детали новую можно сделать из круглого или специального проката, но такой подход трудоемкий и не экономичный.
Поэтому на машиностроительных предприятиях существуют заготовительные цеха (кузнечно-прессовые и литейные) производящие заготовки. Из таких заготовок при дальнейшей обработке в механических цехах получают готовые детали необходимой геометрии и качества. Такой подход характеризуется рядом преимуществ, основными из которых являются:
-повышение качества детали путем обеспечения требуемого направления волокон;
-снижение трудозатрат на изготовление детали;
51

- экономия расхода материала, так как изготовление деталей из предварительно фасонированных заготовок относится к металлосберегающим технологиям.
Следовательно, заготовительные цеха обеспечивают более рациональное производство и способствуют бесперебойной работе сборочного конвейера машиностроительного завода за счет обеспечения его качественными деталями из заготовок, причем в программе выпуска продукции заготовительных цехов предусмотрен выпуск заготовок и для запасных частей.
Ножницы для резки проката Механическая резка осуществляется без снятия
стружки на ножницах гильотинных и дисковых и на ножницах для резания сортового проката. Резка со снятием стружки выполняется на металлорежущих станках и дисковых пилах.
Для резки сортового проката применяют комбинированные ножницы (рис. 9) со специальными ножами, профиль которых соответствует профилю проката. Разрез по сечению проката производится за один ход ножа. Ножницы пригодны также для резки круглого, сортового и листового проката.
Рис. 9. Ножницы комбинированные
52

В последние годы особую остроту приобрела проблема точной резки, т.е. разделения сортового проката точно в заданном месте без искажения формы и размеров поперечного сечения заготовки с чистой, плоской и перпендикулярной оси поверхностью скола. Это объясняется развитием прогрессивных технологических процессов объемной штамповки, направленных на максимальное приближение штамповки к форме и размерам готовой детали и требующих исходных заготовок правильной геометрической формы и стабильного (объема).
Резка заготовок из листового, сортового и фасонного проката и труб из углеродистых и низколегированных сталей производится автогеном или механическим способом (на гильотинных или пресс-ножницах, дисковыми пилами трения и др.)) резка же заготовок из высоколегированных сталей — преимущественно механическим способом.
Рис. 10. Ножницы гильотинные
Нагревательные печи
Целью нагрева металла перед горячей обработкой давлением является снижение его сопротивления деформированию и повышение пластичности. При нагреве металла до максимально допустимых температур ковки (1100 - 1250° С
53

для сталей различных марок) сопротивление его деформированию снижается в 15 - 20 раз по сравнению с обычным холодным состоянием. Нагрев является важнейшей операцией при обработке давлением, так как от него зависят качество изделий, производительность оборудования и себестоимость продукции.
Нагрев заготовок и слитков перед обработкой давлением производят в горнах, камерных и методических печах.
Горны (рис. 11) отличаются от нагревательных печей небольшими размерами, отсутствием топок и камер для нагреваемых заготовок. Горны отапливаются обычно каменным углем или коксом и нагрев металла в них производится при непосредственном контакте с топливом. К недостаткам горнов относятся их низкий к. п. д. - 5 - 6%, большой расход топлива (до 100% от веса нагреваемого металла) и др. Поэтому горны используются лишь для нагрева мелких заготовок при ручной ковке.
Рис. 11. Кузнечные горны
Камерные печи (рис. 12) имеют одинаковую температуру по всему рабочему пространству и относятся к печам периодического нагрева. Заготовки загружают в них определенными партиями (садками) через рабочее окно, укладыва-
54

ют на под печи, где они остаются неподвижными в течение всего периода нагрева. Поштучная выгрузка нагретых заготовок производится через то же рабочее окно. Эти печи применяются в кузнечно-прессовых цехах, их к. п. д. составляет от 15 до 35%.
Рис. 12. Печи камерного типа
Методические печи (рис. 13) имеют постоянно повышающуюся температуру рабочего пространства от места загрузки заготовок к месту их выгрузки и являются высокопроизводительными печами непрерывного нагрева.
Рис. 13. Печи методического типа
55

Заготовки загружают в печь через небольшие промежутки времени с одного ее конца и постепенно передвигают вдоль рабочего пространства из области низких температур в область высоких, навстречу потоку печных газов. Нагретые заготовки выдаются через окно на противоположном конце печи. Металл нагревается постепенно, методически, отсюда и произошло название печи.
Печи с вращающимся подом (карусельные) (рис. 14)
являются разновидностью методических печей и представляют собой как бы свернутую в кольцо конвейерную методическую печь.
Рис. 14. Печи с вращающимся подом
Методические печи применяют в прокатных и кузнеч- но-штамповочных цехах, а также для нагрева слитков из цветных сплавов перед прессованием прутков и труб. К. п. д. методических печей достигает 45 - 50%.
56
Нагревательная печь любого типа состоит из следующих основных частей: металлического каркаса с кладкой из огнеупорного кирпича, образующей рабочее пространство (камеру) печи; устройств для сжигания топлива (топки, горелок или форсунок); дымоотводящих каналов и рабочих окон для загрузки и выгрузки металла, прикрываемых подъемными чугунными дверцами, выложенными огнеупорным кирпичом.
Кроме того, печь может иметь вспомогательные механизмы и устройства для облегчения труда нагревальщиков и для повышения экономичности ее работы. К первым относятся механизмы для открывания и закрывания дверец печи, посадочные машины и приспособления для загрузки и выгрузки тяжелых заготовок, толкатели заготовок в методических печах. Ко вторым относятся теплообменные аппаратырекуператоры и регенераторы, использующие тепло отходящих газов для подогрева воздуха и горючих газов, вдуваемых в печь.
Печи прокатных цехов. Для подогрева крупных слитков, поступающих из мартеновского цеха после разливки стали еще неостывшими (с температурой 700 - 800° С), перед прокаткой их на обжимных станах - блюмингах и слябингах применяются, нагревательные колодцы, которые подразделяются на пламенные (отапливаемые газом) и электрические. Последние снабжены нагревательными элементами, по которым пропускается ток. Нагревательные колодцы являются разновидностью камерных печей.
Пламенные нагревательные колодцы в зависимости от способа использования тепла отходящих газов делятся на регенеративные и рекуперативные. В регенеративных колодцах производится периодический подогрев воздуха и газа до 750 - 850° С в двух парах регенераторов, аналогичных по устройству и принципу действия регенераторам мартеновской печи. В рекуперативных колодцах производится непрерывный нагрев холодного воздуха, вдуваемого в камеру ко-
лодца, до 750 - 900° С.
57
Рекуператоры состоят из системы керамических труб, внутри которых проходят раскаленные отходящие газы. Эти газы нагревают стенки труб и отдают свое тепло потокам холодного воздуха, проходящим в поперечном направлении и омывающим внешнюю поверхность труб.
5.2. Штамповочные молоты
Основными видами штамповочных молотов являются
паровоздушные штамповочные молоты простого и двой-
ного действия с весом падающих частей от 0,63 до 16 т и фрикционные молоты с доской с весом падающих частей от
0,5 до 1,5 т
Штамповочные паровоздушные молоты (рис. 15) отличаются от ковочных тем, что штамповочный молот монтирует непосредственно на шаботе 7.
Стойки 5 станины крепятся к шаботу при помощи болтов 4 с пружинами 6, чем исключается поломка болтов, которая была бы неизбежной при жестком креплении стоек станины к шаботу (без пружин). Штамповочные молоты обеспечиваются усиленными регулируемыми направляющими 2 для достижения точности соударения верхней части штампа относительно нижней (рис. 15).
Монтирование стоек станины непосредственно на шаботе обеспечивает жесткость конструкции паровоздушного штамповоочного молота, которая обусловливает повышенную точность штампуемых поковок. Установка стоек непосредственно на шаботе возможна потому, что стойки станины штамповочного молота располагаются, в отличие от ковочных молотов, на небольшом расстоянии.
Штамповочные молоты имеют обусловленные размеры штампового пространства h и величину хода бабы H. Все штамповочные молоты имеют автоматизированное управление, как правило, от педали I, на которую штамповщик нажимает ногой при нанесении удара по заготовке (рис. 15).
58
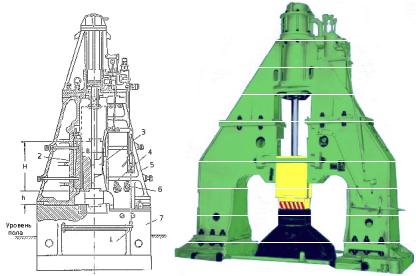
Рис. 15. Паровоздушный штамповочный молот
При освобождений педали баба 3 молота возвращается в исходное верхнее положение. Одно нажатие на педаль приводит в действие систему рычагов, поднимающую и опускающую золотник, регулирующий доступ пара в верхнюю (над поршнем) или нижнюю (под поршень) часть парового цилиндра (рис. 15).
На паровоздушном штамповочном молоте двойного действия можно наносить по заготовке удары, разные по силе и скорости, а также работать различными циклами — одиночными ударами, автоматическими, смешанными (одиночными и автоматическими вперемежку), как у ковочных молотов.
Кроме паровоздушных штамповочных молотов, для горячей штамповки применяются фрикционные молоты с доской (рис. 16). Закрепленная в бабе этого молота деревянная доска 3, будучи зажатой парой вращающихся роликов 7, поднимается ими до верхнего положения, после чего ролики расходятся, а падающие части движутся по инерции вверх, и
59