

Использование расслоивания статистических данных при управлении качеством в приборостроении
.pdfФГБОУ ВПО "Воронежский государственный технический университет"
Кафедра конструирования и производства радиоаппаратуры
ИСПОЛЬЗОВАНИЕ РАССЛАИВАНИЯ СТАТИСТИЧЕСКИХ ДАННЫХ ПРИ УПРАВЛЕНИИ КАЧЕСТВОМ В ПРИБОРОСТРОЕНИИ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к лабораторной работе № 2 по дисциплине «Управление качеством в приборостроении» по направлению подготовки бакалавров
200100.62 «Приборостроение» (профиль «Приборостроение») очной и заочной форм обучения
m
35 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
33 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30 |
30 |
|
|
|
|
|
|
|
|
|
|
|
|
||
31 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
29 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
27 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
24 |
|
|
24 |
|
|
|
|
|
|
|
|
|
|
|
||
25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
23 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
21 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
12 |
|
|
|
|
|
|
|
|
|
|
||
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
||
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
4 |
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
||
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
2 |
|
|
|
|
|
|
|
|
|
|
2 |
2 |
|
|
|
|
|
|
||
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
0 |
0 |
0 |
0 |
0 |
||
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
-1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 |
|||||||||||||||||||||
|
|||||||||||||||||||||
Составители: канд. техн. наук Ю.М. Данилов, канд. физ-мат. наук В.С. Скоробогатов
УДК 678.029.983
Использование расслаивания статистических данных при управлении качеством в приборостроении: методические указания к лабораторной работе № 2 по дисциплине «Управление качеством в приборостроении» по направлению подготовки бакалавров 200100.62 «Приборостроение» (профиль «Приборостроение») очной и заочной форм обучения / ФГБОУ ВПО "Воронежский государственный технический университет"; cост. Ю.М. Данилов, В.С. Скоробогатов. Воронеж, 2013. 35 с.
В методических указаниях изложены требования и рекомендации по подготовке и выполнению лабораторной работы по изучению основных методов расслаивания статистических данных при управлении качеством в приборостроении.
Предназначены для студентов 3-4 курсов. Методические указания подготовлены в электронном ви-
де и содержатся в файле «МУлаб2» pdf.
Табл. 5. Ил. 2. Библиогр.: 3 назв.
Рецензент канд. техн. наук, доц. И.А. Новикова
Ответственный за выпуск зав. кафедрой д-р техн. наук, проф. А.В. Муратов
Издается по решению редакционно-издательского совета Воронежского государственного технического университета
|
© ФГБОУ ВПО "Воронеж- |
Воронеж 2013 |
ский государственный техни- |
ческий университет", 2013 |
1. ОБЩИЕ УКАЗАНИЯ ПО ВЫПОЛНЕНИЮ ЛАБОРАТОРНОЙ РАБОТЫ
Целью лабораторной работы № 2 является изучение основных методов расслаивания статистических данных при управлении качеством в приборостроении.
В процессе выполнения лабораторной работы студент должен уметь практически применять полученные знания и приобретенные навыки.
На выполнение лабораторной работы отводится четыре часа. Перед лабораторным занятием студент должен самостоятельно выполнить домашнее задание в соответствии с данными методическими указаниями.
Студент, явившийся на занятия, должен иметь методические указания по данной лабораторной работе. В начале занятия преподаватель проверяет выполнение студентом домашнего задания и наличие заготовки отчета по данной лабораторной работе в его рабочей тетради.
2. ДОМАШНЕЕ ЗАДАНИЕ И МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ЕГО ВЫПОЛНЕНИЮ
При выполнении домашнего задания студент должен ознакомиться с основными методами расслаивания статистических данных и использованием этих методов при управлении качеством в приборостроении. Для этого необходимо воспользоваться литературой [1; 2; 3], а также изучить следующий материал.
1
2.1. Cемь инструментов статистического контроля качества
Для эффективного обеспечения контроля качества необходимо участие и сотрудничество всех без исключения работников предприятия от рабочего до руководителя. Реализуемый таким образом контроль качества стал называться всеобщим контролем качества [Total Quality Control (TQC)]. С целью обучения персонала статистическим методам контроля качества в ряде стран, в первую очередь в Японии, стали организовывать специальные кружки качества. Для того, чтобы вооружить каждого работника, независимо от уровня его образования, четкими и простыми в исполнении статистическими методами контроля качества, в Японии в начале 60-х годов из множества статистических методов были выбраны семь наиболее эффективных и доступных статистических методов, в совокупности составляющих систему, полностью обеспечивающих осуществление статистического контроля на рабочем месте. Они получили название "Семь методов (или инструментов) контроля качества" и составили основу TQC [1,3]. Это следующие статистические методы:
1)расслаивание,
2)контрольная карта,
3)контрольный лист,
4)графики (полигон, гистограмма, кумулятивная кри-
вая),
5)диаграмма Парето,
6)причинно-следственная диаграмма (диаграмма Иси-
кавы),
7) диаграмма разброса (поле корреляции).
Заслуга японских ученых, и, в первую очередь, профессора Исикавы, состоит в том, что они обеспечили простоту, наглядность, визуализацию этих методов, превратив их факти-
2
чески в эффективные инструменты контроля качества. Их можно понять и эффективно использовать без специальной математической подготовки.
При всей своей простоте эти методы позволяют сохранить связь со статистикой и дают возможность профессионалам пользоваться результатами этих методов и при необходимости совершенствовать их. Можно с полной уверенностью сказать, что семь инструментов контроля качества являются необходимыми и достаточными статистическими методами, применение которых, по мнению Исикавы, помогает решить 95 % всех проблем, возникающих на производстве. Таким образом, статистические методы - это то средство, которое необходимо изучать, чтобы внедрить управление качеством. Они - наиболее важная составляющая комплексной системы контроля Всеобщего Управления Качеством (рис.1).
Статистические методы контроля качества
|
|
|
|
|
|
|
|
Контрольные |
|
|
|
Контрольные |
|||
карты |
|
|
|
листы |
|||
|
|
|
|
|
|
||
Расслаивание |
|
|
|
Графики |
|||
|
|
||||||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
Диаграмма |
|
|
|
Диаграмма |
|||
Парето |
|
|
|
разброса |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Причинно-следственная диаграмма
Рис. 1. Семь инструментов контроля качества
2.2. Расслаивание статистических данных
Одним из наиболее простых и эффективных статистических методов, широко используемым в системе управления качеством, является метод расслаивания. Недаром он стоит в числе первых из семи статистических методов, лежащих в основе контроля и последующего анализа качества. В соответствии с этим методом производят расслаивание статистических данных, т. е. группируют данные в зависимости от условий их получения и производят обработку каждой группы данных в отдельности. Данные, разделенные на группы в соответствии с их особенностями, называют слоями (стратами), а сам процесс разделения на слои (страты) — расслаиванием (стратификацией).
Существуют различные методы расслаивания, применение которых зависит от конкретных задач. Например, данные, относящиеся к изделию, производимому в цехе на рабочем месте, могут в какой-то мере различаться в зависимости от исполнителя, используемого оборудования, методов проведения рабочих операций, температурных условий и т. д. Все эти отличия могут быть факторами расслаивания. В производственных процессах часто используется метод 4М, учитывающий факторы, зависящие от человека (man), машины (machine), ма-
териала (material), метода (method).
Расслаивание осуществляется примерно так: расслаивание по исполнителям — по квалификации, по
полу, по стажу работы и т. д.; расслаивание по машинам и оборудованию — по ново-
му и старому оборудованию, по марке, конструкции, выпускающей фирме и т. д.;
расслаивание по материалу — по месту производства, по фирме-производителю, по партии, по качеству сырья и т. д.;
3 |
4 |
расслаивание по способу производства — по температуре, по технологическому приему, по месту производства и т. д.
Например, если расслаивание произведено по фактору «оператop» (man), то при значительном различии в данных можно определить влияние того или иного оператора на качество изделия; если расслаивание произведено по фактору «оборудование» — влияние использования разного оборудования и т. д.
Врезультате расслаивания обязательно должны соблюдаться следующие два условия:
различия между значениями случайной величины внутри слоя должны быть как можно меньше по сравнению с различием ее значений в нерасслоенной исходной совокупности; различие между слоями (различия между средними значениями случайных величин слоев) должно быть как можно
больше.
Впоследние годы вопросам повышения качества электронных средств уделяется все большее внимание. Для контроля их качества при серийном производстве применяются следующие методы контроля [1]: составление контрольных листов и контрольных карт, расслаивание статистических данных, построение графиков и некоторые другие (рис.1). Для их применения необходимо набрать достаточное количество статистических данных по параметрам качества изделий. Как правило, эти данные являются случайными величинами, группирующимися около среднего значения этих величин. Степень рассеивания определяет величину дисперсии.
Сбор и обработка статистических данных основаны на применении так называемого выборочного метода. Выборкой называют часть изделий, отобранных из общей их совокупности для получения информации обо всем количестве изделий, называемом общей или генеральной совокупностью. При этом последнее подразумевает однородную совокупность парамет-
ров качества контролируемых изделий. Чтобы выборка достаточно хорошо представляла соответствующие характеристики генеральной совокупности, она должна иметь сравнительно большое количество отобранных изделий (обычно не менее 100-200). Конечно, чем больше, тем лучше, но из-за трудностей измерения и обработки большого количества данных довольствуются указанным количеством.
Выборки можно классифицировать по некоторым признакам, например: по способу отбора (повторные и бесповторные), преднамеренности отбора (пристрастные-расслоенные и случайные), по отношению ко времени отбора (единовременные и текущие), целевому назначению (общепроизводственные и одноагрегатные) и т.д. [1,2].
Значения параметров качества изделий выборки представляют собой первичный статистический материал, подлежащий обработке, осмыслению и анализу.
Предположим, что имеются результаты измерений выборки из 160 изделий (табл. 1). Этот статистический материал подвергают обработке: строится так называемый статистический ряд, в котором значения располагают в порядке возрастания (или убывания), а одни и те же значения объединяют.
В реальных условиях важно, чтобы данные регистрировались в простой и доступной форме. Для этого служит контрольный листок - бумажный бланк, на котором заранее напечатаны контролируемые параметры, с тем, чтобы можно было в них легко и точно записать данные измерений. Его главное назначение облегчить процесс сбора данных и автоматически упорядочить данные для облегчения их дальнейшего использования. Порядок сбора и регистрации данных таит в себе много возможностей допустить ошибки. Обычно, чем больше людей обрабатывают данные, тем больше вероятность появления ошибок в процессе записи. В связи с этим лучше автоматизировать построение контрольных листков с помощью ПЭВМ.
5 |
6 |
Таблица 1 Статистические данные измерения напряжений
(выборка до появления брака)
197195198193197196194200195201
195198196197195198197192197195
203194197195199196199196197202
196201196197190198195197199194
198192198195196194191197196200
199196198195197198196195197196
194196197193198195198196193199
198200195199196197194198197196
198200195199196197194198197196
195198196197195198197192197195
199196198195197198196195197196
196201196197190198195197199194
198192198195196194191197196200
203194197195199196199196197202
194196197193198195198196193199
197195198193197196194200195201
Контрольный листок строится в виде гистограммы ручным способом или автоматически по мере введения в ПЭВМ данных (рис. 2): по горизонтальной оси откладываются значения измеряемого параметра качества x (например выходное напряжение блока питания), а по вертикальной оси частота повторений этого значения m.
Построенный контрольный листок позволяет производить расслаивание этих данных для выявления места и/или причин появления брака. Рассмотрим это на следующем примере.
Пусть в цехе выпускаются блоки питания на двух конвейерах. В табл. 1 представлены значения параметра качества для выборки из 160 изделий, отобранных до появления брака. Среднее арифметическое значение от этих 160 значений будет показывать нормальное напряжение выпускаемого источника
питания, остальные значения параметра дают рассеивание значения около этого среднего арифметического значения. В таблице верхние 8 строк значений соответствуют изделиям, отобранным с первого конвейера, а нижние 8 строк значений - изделиям, отобранным со второго конвейера. Построенные гистограммы: верхняя (рис. 2а) - для данных первого конвейера (среднее арифметическое значение параметра равно 197 вольт), средняя гистограмма (рис. 2б) - для данных второго конвейера (среднее арифметическое значение параметра равно 197 вольт) и нижняя (рис. 2в) - для изделий всей выборки (среднее арифметическое значение параметра равно 197 вольт), показывают, что статистические характеристики (среднее арифметическое, размах, дисперсия и др.) одинаковы для первого и второго конвейеров и для всей выборки брак отсутствует.
Таблица 2 Статистические данные измерения напряжений
(выборка при появлении брака)
197 |
198 |
194 |
196 |
190 |
201 |
195 |
197 |
199 |
196 |
197 |
198 |
195 |
195 |
195 |
198 |
197 |
192 |
197 |
196 |
193 |
195 |
199 |
194 |
198 |
196 |
198 |
196 |
193 |
197 |
199 |
197 |
196 |
198 |
196 |
200 |
194 |
198 |
197 |
195 |
195 |
194 |
200 |
198 |
196 |
192 |
191 |
197 |
196 |
198 |
195 |
196 |
202 |
203 |
199 |
194 |
199 |
196 |
197 |
197 |
195 |
198 |
196 |
199 |
197 |
196 |
196 |
195 |
197 |
198 |
193 |
196 |
201 |
197 |
197 |
195 |
194 |
200 |
195 |
198 |
201 |
199 |
202 |
197 |
201 |
200 |
198 |
204 |
199 |
205 |
199 |
202 |
200 |
201 |
199 |
202 |
201 |
196 |
201 |
199 |
207 |
198 |
201 |
199 |
203 |
200 |
203 |
200 |
201 |
206 |
200 |
205 |
200 |
201 |
194 |
202 |
199 |
201 |
203 |
198 |
202 |
196 |
202 |
199 |
200 |
198 |
195 |
201 |
200 |
204 |
203 |
200 |
202 |
199 |
201 |
202 |
200 |
199 |
201 |
200 |
198 |
200 |
201 |
197 |
202 |
199 |
202 |
200 |
197 |
203 |
202 |
204 |
199 |
203 |
200 |
201 |
198 |
202 |
201 |
200 |
7 |
8 |
m
17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15 |
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
13 |
|
|
|
|
|
|
12 |
|
|
12 |
|
|
|
|
|
|
|
|
|
|
|
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
3 |
|
|
|
|
|
|
3 |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
3 |
|
1 |
1 |
|
|
|
|
|
|
|
|
1 |
1 |
0 |
0 |
0 |
0 |
0 |
0 |
||
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
-1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209x |
||||||||||||||||||||
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
а) |
|
|
|
|
|
|
|
|
|
|
m |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
17 |
|
|
|
|
|
|
|
15 |
15 |
|
|
|
|
|
|
|
|
|
|
|
|
16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
12 |
|
|
|
|
|
|
|
|
|
|
|
|
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
2 |
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
||
3 |
|
1 |
1 |
|
|
|
|
|
|
|
|
1 |
1 |
|
|
|
|
|
|
||
2 |
|
|
|
|
|
|
|
|
|
|
|
0 |
0 |
0 |
0 |
0 |
0 |
||||
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
197 |
|
|
|
|
|
|
|
|
|
|
208 |
|
x |
|
190 |
191 |
192 |
193 |
194 |
195 |
196 |
198 |
199 |
200 |
201 |
202 |
203 |
204 |
205 |
206 |
207 |
209 |
||||
|
|
|
|
|
|
|
|
|
|
|
б) |
|
|
|
|
|
|
|
|
|
|
m
35 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
33 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30 |
30 |
|
|
|
|
|
|
|
|
|
|
|
|
||
31 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
29 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
27 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
24 |
|
|
24 |
|
|
|
|
|
|
|
|
|
|
|
||
25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
23 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
21 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
12 |
|
|
|
|
|
|
|
|
|
|
||
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
||
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
4 |
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
||
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
2 |
|
|
|
|
|
|
|
|
|
|
2 |
2 |
|
|
|
|
|
|
||
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
0 |
0 |
0 |
0 |
0 |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
-1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209x |
|||||||||||||||||||||
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
в) |
|
|
|
|
|
|
|
||||
Рис. 2. Гистограммы, построенные для случая отсутствия брака
m
17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15 |
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
3 |
|
|
|
|
|
|
|
|
|
3 |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
3 |
|
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
1 |
|
0 |
|
|
0 |
0 |
|
0 |
|
0 |
0 |
||||||||||
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
-1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209x |
||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
а) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
m |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15 |
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
||||
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
2 |
|
0 |
0 |
|
|
0 |
0 |
|
1 |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
1 |
|
0 |
0 |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209x |
||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
б) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
m25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
23 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
21 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18 |
18 |
18 |
18 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
19 |
|
|
|
|
|
|
|
|
|
|
|
|
17 |
17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
15 |
|
|
|
|
|
|
|
|
|
|
|
13 |
|
|
|
|
|
|
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
9 |
|
|
|
|
|
|
|
|
|
|
7 |
|
|
|
|
|
|
|
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
5 |
|
|
|
|
|
|
2 |
3 |
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
||||
|
3 |
1 |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
1 |
|
|
|
|
|
|
|||||||||
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
0 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
-1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
x |
|
||
190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209
в)
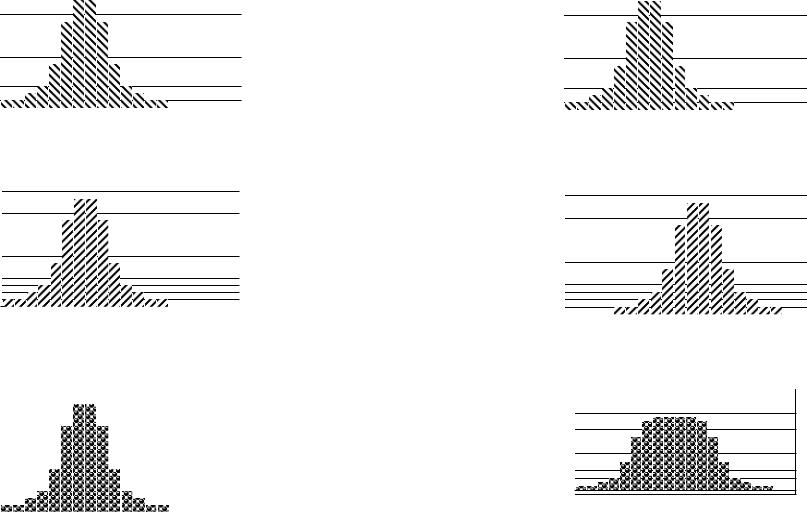
Рис. 3. Гистограммы, построенные для случая появления брака
9 |
10 |
Далее рассмотрим случай появления брака. Значения выборки, отобранной после появления брака, представлены в таблице 2, аналогично 8 верхних строк значений - для первого конвейера, а 8 нижних строк значений - для второго конвейера.
Построенные аналогичным образом гистограммы для случая появления в цехе брака представлены на рис. 3: верхняя гистограмма (рис. 3а) для значений первого конвейера (среднее арифметическое значение параметра равно 197 вольт), средняя гистограмма (рис. 3б) - для значений второго конвейера (среднее арифметическое значение параметра равно 201 вольт) и нижняя гистограмма (рис. 3в) - для значений всей выборки (среднее арифметическое значение параметра равно 199 вольт).
Сравнение гистограмм показывает, что гистограмма, соответствующая значениям параметров изделий первого конвейера (рис. 3а) не изменила своих характеристик по сравнению с соответствующей гистограммой на рис. 2а. Гистограмма, соответствующая значениям параметров изделий второго конвейера (рис. 3б) изменила свои характеристики по сравнению с соответствующей гистограммой на рис. 2б: среднее значение увеличилось на 4 единицы, что говорит о появлении брака при изготовлении изделий на втором конвейере, хотя дисперсия осталась прежней. На гистограмме, простроенной для значений всей выборки среднее значение увеличилось на две единицы и дисперсия возросла, что тоже говорит о появлении брака.
По этим последним гистограммам можно сделать вывод, что появление брака вызвано нарушениями технологического процесса на втором конвейере.
Таким образом, с помощью построения гистограмм (контрольных листков) можно производить расслаивание статистических данных для получения сведений о месте (или причине) появления брака.
3. ВОПРОСЫ К ДОМАШНЕМУ ЗАДАНИЮ
3.1Назовите семь инструментов статистического контроля качества.
3.2.В чем заключается расслаивание статистических
данных.
3.3.Назовите факторы расслаивания.
3.4.В чем заключается метод расслаивания 4М.
3.5.Назовите два условия, которые должны соблюдаться в результате расслаивания.
3.6.Приведите пример, показывающий целесообразность расслаивания статистических данных при управлении качеством электронных средств.
3.7.Поясните построение гистограммы.
3.8.По каким параметрам производится сравнение гистограмм и как они определяются.
4.ЛАБОРАТОРНОЕ ЗАДАНИЕ И МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ЕГО ВЫПОЛНЕНИЮ
4.1.По выданному преподавателем номеру варианта получить статистические данные измеренного параметра качества.
4.2.Построить гистограммы распределения случайной величины для всех значений экспериментальных статистических данных своего варианта до и после появления брака для каждого конвейера и для полной выборки. При построении по оси абсцисс откладывать значения параметра, а по оси ординат
-значение частоты или значение частоты измеренного параметра, деленное на максимальное значение частоты. На полученных гистограммах построить кривые распределения случайной величины.
11 |
12 |

4.3. Определить для этих кривых значения: среднего арифметического x
-моды Мо,
-медианы Ме,
-выборочной дисперсии S2 ,
-выборочного стандартного отклонения S ,
-коэффициента вариации V.
4.4.Предполагая, что восемь верхних строк статистических данных получены при измерении параметра качества изделий, изготовленных на первом конвейере (станке, рабочим А
ит. д.), а значения нижних восьми строк получены при измерении параметра качества изделий, изготовленных на втором конвейере (втором станке, рабочим Б и т. д.), построить аналогичным образом кривые распределения случайной величины для данных каждого конвейера (станка, рабочего и т. д.) и определить для этих кривых значения, указанные в пункте 4.3.
4.5.Получив у преподавателя среднее значение параметра качественного изделия, определить на каком из конвейеров (станке и т. д.) выпускаются бракованные или годные изделия.
4.6.Провести анализ полученных данных, определить на каком из конвейеров появился брак и сделать выводы.
4.7.Оформить отчет по лабораторной работе.
5.УКАЗАНИЯ ПО ОФОРМЛЕНИЮ ОТЧЕТА
Вотчете по лабораторной работе № 2 указывается сле-
дующее:
а) наименование лабораторной работы и ее цель; б) результаты выполнения домашнего задания;
в) ход и результаты выполнения лабораторного задания, где приводятся исходные данные, все расчеты, проводится анализ, делаются выводы, а также указываются приобретенные при выполнении лабораторной работы знания и навыки.
6.КОНТРОЛЬНЫЕ ВОПРОСЫ
6.1.Какова цель расслаивания статистических данных?
6.2.По каким основным признакам чаще всего проводится расслаивание статистических данных?
6.3.Какие выводы можно сделать по результатам расслаивания статистических данных?
6.4.Поясните, каким образом Вы проводили расслаивание статистических данных Вашего варианта и что показало это расслаивание?
6.5.Каким образом можно выявить причины брака при расслаивании статистических данных?
13 |
14 |
ПРИЛОЖЕНИЕ ВАРИАНТЫ СТАТИСТИЧЕСКИХ ДАННЫХ
Вариант № 1
Статистические данные измерения напряжений (выборка до появления брака)
198 |
196 |
199 |
|
194 |
198 |
197 |
195 |
|
201 |
|
196 |
202 |
196 |
199 |
197 |
|
198 |
196 |
199 |
198 |
|
193 |
|
198 |
196 |
204 |
195 |
198 |
|
196 |
200 |
197 |
200 |
|
197 |
|
198 |
203 |
197 |
202 |
197 |
|
198 |
191 |
199 |
196 |
|
198 |
|
200 |
195 |
199 |
193 |
199 |
|
196 |
197 |
195 |
192 |
|
198 |
|
197 |
201 |
200 |
197 |
199 |
|
196 |
198 |
199 |
197 |
|
196 |
|
198 |
197 |
195 |
197 |
198 |
|
194 |
199 |
196 |
199 |
|
197 |
|
194 |
200 |
199 |
201 |
196 |
|
200 |
197 |
198 |
195 |
|
199 |
|
198 |
197 |
199 |
201 |
196 |
|
200 |
197 |
198 |
195 |
|
199 |
|
198 |
197 |
196 |
199 |
197 |
|
198 |
196 |
199 |
198 |
|
193 |
|
198 |
196 |
200 |
197 |
199 |
|
196 |
198 |
199 |
197 |
|
196 |
|
198 |
197 |
197 |
202 |
197 |
|
198 |
191 |
199 |
196 |
|
198 |
|
200 |
195 |
199 |
193 |
199 |
|
196 |
197 |
195 |
192 |
|
198 |
|
197 |
201 |
204 |
195 |
198 |
|
196 |
200 |
197 |
200 |
|
197 |
|
198 |
203 |
195 |
197 |
198 |
|
194 |
199 |
196 |
199 |
|
197 |
|
194 |
200 |
198 |
196 |
199 |
|
194 |
198 |
197 |
195 |
|
201 |
|
196 |
202 |
|
|
Статистические данные измерения напряжений |
|
|
||||||||
|
|
|
(выборка при появлении брака) |
|
|
|
|
|||||
198 |
199 |
195 |
|
197 |
191 |
202 |
196 |
|
198 |
|
200 |
197 |
198 |
199 |
196 |
|
196 |
196 |
199 |
198 |
|
193 |
|
198 |
197 |
194 |
196 |
200 |
|
195 |
199 |
197 |
199 |
|
197 |
|
194 |
198 |
200 |
198 |
197 |
|
199 |
197 |
201 |
195 |
|
199 |
|
198 |
196 |
196 |
195 |
201 |
|
199 |
197 |
193 |
192 |
|
198 |
|
197 |
199 |
196 |
197 |
203 |
|
204 |
200 |
195 |
200 |
|
197 |
|
198 |
198 |
196 |
199 |
197 |
|
200 |
198 |
197 |
197 |
|
196 |
|
198 |
199 |
194 |
197 |
202 |
|
198 |
198 |
196 |
195 |
|
201 |
|
196 |
199 |
202 |
200 |
203 |
|
198 |
202 |
201 |
199 |
|
205 |
|
200 |
206 |
200 |
203 |
201 |
|
202 |
200 |
203 |
202 |
|
197 |
|
202 |
200 |
208 |
199 |
202 |
|
200 |
204 |
201 |
204 |
|
201 |
|
202 |
207 |
201 |
206 |
201 |
|
202 |
195 |
203 |
200 |
|
202 |
|
204 |
199 |
203 |
197 |
203 |
|
200 |
201 |
199 |
196 |
|
202 |
|
201 |
205 |
204 |
201 |
203 |
|
200 |
202 |
203 |
201 |
|
200 |
|
202 |
201 |
199 |
201 |
202 |
|
198 |
203 |
200 |
203 |
|
201 |
|
198 |
204 |
203 |
205 |
200 |
|
204 |
201 |
202 |
199 |
|
203 |
|
202 |
201 |
Вариант № 2
Статистические данные измерения напряжений (выборка до появления брака)
199 |
197 |
200 |
|
195 |
199 |
198 |
196 |
|
202 |
|
197 |
203 |
197 |
200 |
198 |
|
199 |
197 |
200 |
199 |
|
194 |
|
199 |
197 |
205 |
196 |
199 |
|
197 |
201 |
198 |
201 |
|
198 |
|
199 |
204 |
198 |
203 |
198 |
|
199 |
192 |
200 |
197 |
|
199 |
|
201 |
196 |
200 |
194 |
200 |
|
197 |
198 |
196 |
193 |
|
199 |
|
198 |
202 |
201 |
198 |
200 |
|
197 |
199 |
200 |
198 |
|
197 |
|
199 |
198 |
196 |
198 |
199 |
|
195 |
200 |
197 |
200 |
|
198 |
|
195 |
201 |
200 |
202 |
197 |
|
201 |
198 |
199 |
196 |
|
200 |
|
199 |
198 |
200 |
202 |
197 |
|
201 |
198 |
199 |
196 |
|
200 |
|
199 |
198 |
197 |
200 |
198 |
|
199 |
197 |
200 |
199 |
|
194 |
|
199 |
197 |
201 |
198 |
200 |
|
197 |
199 |
200 |
198 |
|
197 |
|
199 |
198 |
198 |
203 |
198 |
|
199 |
192 |
200 |
197 |
|
199 |
|
201 |
196 |
200 |
194 |
200 |
|
197 |
198 |
196 |
193 |
|
199 |
|
198 |
202 |
205 |
196 |
199 |
|
197 |
201 |
198 |
201 |
|
198 |
|
199 |
204 |
196 |
198 |
199 |
|
195 |
200 |
197 |
200 |
|
198 |
|
195 |
201 |
199 |
197 |
200 |
|
195 |
199 |
198 |
196 |
|
202 |
|
197 |
203 |
|
|
Статистические данные измерения напряжений |
|
|
||||||||
|
|
|
(выборка при появлении брака) |
|
|
|
|
|||||
199 |
200 |
196 |
|
198 |
192 |
203 |
197 |
|
199 |
|
201 |
198 |
199 |
200 |
197 |
|
197 |
197 |
200 |
199 |
|
194 |
|
199 |
198 |
195 |
197 |
201 |
|
196 |
200 |
198 |
200 |
|
198 |
|
195 |
199 |
201 |
199 |
198 |
|
200 |
198 |
202 |
196 |
|
200 |
|
199 |
197 |
197 |
196 |
202 |
|
200 |
198 |
194 |
193 |
|
199 |
|
198 |
200 |
197 |
198 |
204 |
|
205 |
201 |
196 |
201 |
|
198 |
|
199 |
199 |
197 |
200 |
198 |
|
201 |
199 |
198 |
198 |
|
197 |
|
199 |
200 |
195 |
198 |
203 |
|
199 |
199 |
197 |
196 |
|
202 |
|
197 |
200 |
203 |
201 |
204 |
|
199 |
203 |
202 |
200 |
|
206 |
|
201 |
207 |
201 |
204 |
202 |
|
203 |
201 |
204 |
203 |
|
198 |
|
203 |
201 |
209 |
200 |
203 |
|
201 |
205 |
202 |
205 |
|
202 |
|
203 |
208 |
202 |
207 |
202 |
|
203 |
196 |
204 |
201 |
|
203 |
|
205 |
200 |
204 |
198 |
204 |
|
201 |
202 |
200 |
197 |
|
203 |
|
202 |
206 |
205 |
202 |
204 |
|
201 |
203 |
204 |
202 |
|
201 |
|
203 |
202 |
200 |
202 |
203 |
|
199 |
204 |
201 |
204 |
|
202 |
|
199 |
205 |
204 |
206 |
201 |
|
205 |
202 |
203 |
200 |
|
204 |
|
203 |
202 |
15 |
16 |
Вариант № 3
Статистические данные измерения напряжений (выборка до появления брака)
200 |
198 |
201 |
|
196 |
200 |
199 |
197 |
|
203 |
|
198 |
204 |
198 |
201 |
199 |
|
200 |
198 |
201 |
200 |
|
195 |
|
200 |
198 |
206 |
197 |
200 |
|
198 |
202 |
199 |
202 |
|
199 |
|
200 |
205 |
199 |
204 |
199 |
|
200 |
193 |
201 |
198 |
|
200 |
|
202 |
197 |
201 |
195 |
201 |
|
198 |
199 |
197 |
194 |
|
200 |
|
199 |
203 |
202 |
199 |
201 |
|
198 |
200 |
201 |
199 |
|
198 |
|
200 |
199 |
197 |
199 |
200 |
|
196 |
201 |
198 |
201 |
|
199 |
|
196 |
202 |
201 |
203 |
198 |
|
202 |
199 |
200 |
197 |
|
201 |
|
200 |
199 |
201 |
203 |
198 |
|
202 |
199 |
200 |
197 |
|
201 |
|
200 |
199 |
198 |
201 |
199 |
|
200 |
198 |
201 |
200 |
|
195 |
|
200 |
198 |
202 |
199 |
201 |
|
198 |
200 |
201 |
199 |
|
198 |
|
200 |
199 |
199 |
204 |
199 |
|
200 |
193 |
201 |
198 |
|
200 |
|
202 |
197 |
201 |
195 |
201 |
|
198 |
199 |
197 |
194 |
|
200 |
|
199 |
203 |
206 |
197 |
200 |
|
198 |
202 |
199 |
202 |
|
199 |
|
200 |
205 |
197 |
199 |
200 |
|
196 |
201 |
198 |
201 |
|
199 |
|
196 |
202 |
200 |
198 |
201 |
|
196 |
200 |
199 |
197 |
|
203 |
|
198 |
204 |
|
|
Статистические данные измерения напряжений |
|
|
||||||||
|
|
|
(выборка при появлении брака) |
|
|
|
|
|||||
200 |
201 |
197 |
|
199 |
193 |
204 |
198 |
|
200 |
|
202 |
199 |
200 |
201 |
198 |
|
198 |
198 |
201 |
200 |
|
195 |
|
200 |
199 |
196 |
198 |
202 |
|
197 |
201 |
199 |
201 |
|
199 |
|
196 |
200 |
202 |
200 |
199 |
|
201 |
199 |
203 |
197 |
|
201 |
|
200 |
198 |
198 |
197 |
203 |
|
201 |
199 |
195 |
194 |
|
200 |
|
199 |
201 |
198 |
199 |
205 |
|
206 |
202 |
197 |
202 |
|
199 |
|
200 |
200 |
198 |
201 |
199 |
|
202 |
200 |
199 |
199 |
|
198 |
|
200 |
201 |
196 |
199 |
204 |
|
200 |
200 |
198 |
197 |
|
203 |
|
198 |
201 |
204 |
202 |
205 |
|
200 |
204 |
203 |
201 |
|
207 |
|
202 |
208 |
202 |
205 |
203 |
|
204 |
202 |
205 |
204 |
|
199 |
|
204 |
202 |
210 |
201 |
204 |
|
202 |
206 |
203 |
206 |
|
203 |
|
204 |
209 |
203 |
208 |
203 |
|
204 |
197 |
205 |
202 |
|
204 |
|
206 |
201 |
205 |
199 |
205 |
|
202 |
203 |
201 |
198 |
|
204 |
|
203 |
207 |
206 |
203 |
205 |
|
202 |
204 |
205 |
203 |
|
202 |
|
204 |
203 |
201 |
203 |
204 |
|
200 |
205 |
202 |
205 |
|
203 |
|
200 |
206 |
205 |
207 |
202 |
|
206 |
203 |
204 |
201 |
|
205 |
|
204 |
203 |
Вариант № 4
Статистические данные измерения напряжений (выборка до появления брака)
201 |
199 |
202 |
|
197 |
201 |
200 |
198 |
|
204 |
|
199 |
205 |
199 |
202 |
200 |
|
201 |
199 |
202 |
201 |
|
196 |
|
201 |
199 |
207 |
198 |
201 |
|
199 |
203 |
200 |
203 |
|
200 |
|
201 |
206 |
200 |
205 |
200 |
|
201 |
194 |
202 |
199 |
|
201 |
|
203 |
198 |
202 |
196 |
202 |
|
199 |
200 |
198 |
195 |
|
201 |
|
200 |
204 |
203 |
200 |
202 |
|
199 |
201 |
202 |
200 |
|
199 |
|
201 |
200 |
198 |
200 |
201 |
|
197 |
202 |
199 |
202 |
|
200 |
|
197 |
203 |
202 |
204 |
199 |
|
203 |
200 |
201 |
198 |
|
202 |
|
201 |
200 |
202 |
204 |
199 |
|
203 |
200 |
201 |
198 |
|
202 |
|
201 |
200 |
199 |
202 |
200 |
|
201 |
199 |
202 |
201 |
|
196 |
|
201 |
199 |
203 |
200 |
202 |
|
199 |
201 |
202 |
200 |
|
199 |
|
201 |
200 |
200 |
205 |
200 |
|
201 |
194 |
202 |
199 |
|
201 |
|
203 |
198 |
202 |
196 |
202 |
|
199 |
200 |
198 |
195 |
|
201 |
|
200 |
204 |
207 |
198 |
201 |
|
199 |
203 |
200 |
203 |
|
200 |
|
201 |
206 |
198 |
200 |
201 |
|
197 |
202 |
199 |
202 |
|
200 |
|
197 |
203 |
201 |
199 |
202 |
|
197 |
201 |
200 |
198 |
|
204 |
|
199 |
205 |
|
|
Статистические данные измерения напряжений |
|
|
||||||||
|
|
|
(выборка при появлении брака) |
|
|
|
|
|||||
201 |
202 |
198 |
|
200 |
194 |
205 |
199 |
|
201 |
|
203 |
200 |
201 |
202 |
199 |
|
199 |
199 |
202 |
201 |
|
196 |
|
201 |
200 |
197 |
199 |
203 |
|
198 |
202 |
200 |
202 |
|
200 |
|
197 |
201 |
203 |
201 |
200 |
|
202 |
200 |
204 |
198 |
|
202 |
|
201 |
199 |
199 |
198 |
204 |
|
202 |
200 |
196 |
195 |
|
201 |
|
200 |
202 |
199 |
200 |
206 |
|
207 |
203 |
198 |
203 |
|
200 |
|
201 |
201 |
199 |
202 |
200 |
|
203 |
201 |
200 |
200 |
|
199 |
|
201 |
202 |
197 |
200 |
205 |
|
201 |
201 |
199 |
198 |
|
204 |
|
199 |
202 |
205 |
203 |
206 |
|
201 |
205 |
204 |
202 |
|
208 |
|
203 |
209 |
203 |
206 |
204 |
|
205 |
203 |
206 |
205 |
|
200 |
|
205 |
203 |
211 |
202 |
205 |
|
203 |
207 |
204 |
207 |
|
204 |
|
205 |
210 |
204 |
209 |
204 |
|
205 |
198 |
206 |
203 |
|
205 |
|
207 |
202 |
206 |
200 |
206 |
|
203 |
204 |
202 |
199 |
|
205 |
|
204 |
208 |
207 |
204 |
206 |
|
203 |
205 |
206 |
204 |
|
203 |
|
205 |
204 |
202 |
204 |
205 |
|
201 |
206 |
203 |
206 |
|
204 |
|
201 |
207 |
206 |
208 |
203 |
|
207 |
204 |
205 |
202 |
|
206 |
|
205 |
204 |
17 |
18 |