

5.4. Регулирование газообменных процессов в литейной форме
Для получения отливок без газовых дефектов необходимо учитывать общее количество газов в форме, скорость их выделения и газопроницаемость литейной формы. Таким образом две компоненты газообменного процесса – удельное газовыделение и газопроницаемость имеют решающее значение.
Учитывая, что количество выделенных формой газов пропорционально количеству поглощенной формой теплоты Я.И.Медведев предложил оценивать интенсивность газовыделения величиной Г, называемой коэффициентом удельного газовыделения
![]()
(5.13)
где Gг = G1 + G2 – масса газов: G1 – выделившихся из формы за время τ; G2 – за счёт водяных паров;
Qф – количество теплоты, переданное литейной форме со стороны расплава за время τ;
S – площадь поверхности соприкосновения металла и формы;
bф – теплоаккумулирующая способность формы при температуре t;
tфн – начальная температура формы.
Коэффициент Г остается постоянным в течение времени охлаждения отливки, если граница раздела между металлом и формой является плоской. Тогда
![]()
(5.14)
Я.
И. Медведев на основании этого разработал
установку для определения удельного
газовыделения , схема которой приведена
на рис. 5.2
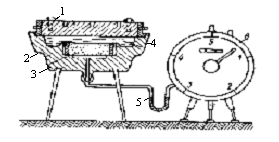
Рис. 5.2. Схема установки для определения коэффициента удельного газовыделения Г:1—полуформа верха,2- полуформа низа, 3 – стержень из исследуемой смеси, 4 – жидкий металл, 5 – водопоглотитель, 6 – газосчетчик
После определения величины G рассчитывают количество теплоты Qф, поглощенной формой за время τ и определяют коэффициент Г.
Газопроницаемость – свойство любых материалов с пористой структурой пропускать через себя газы под действием перепада давлений. Величину К определяют по формуле, основанной на законе фильтрации (законе Дарси).
![]() ,
(5.15)
,
(5.15)
где VГ – объем газов, проходящих за время τ через образец с площадью поперечного сечения S высотой h при перепаде давлений ∆Р.
Если поверхность контакта отливки с формой плоская и газоперенос происходит в направлении x, перпендикулярном этой поверхности, то скорость движения газов будет убывать при увеличении х.в соответствии с уравнением
![]()
(5.16)
Коэффициент фильтрации Кф определяется структурными особенностями смеси; его можно определить по уравнению
![]() , (5.17)
, (5.17)
где d – размер зерен песка;
Sn – суммарная площадь пор в плоском сечении смеси.
Е![]() сли
на пути газового потока создать локальный
местный сужающийся канал, то движение
газов будет происходить в установившемся
режиме, для которого
сли
на пути газового потока создать локальный
местный сужающийся канал, то движение
газов будет происходить в установившемся
режиме, для которого
(5.18)
Тогда измерение коэффициента фильтрации Кф можно будет проводить на стандартных образцах, для которых параметры, указанные в уравнении (5.15) являются постоянными; их приняли равными следующим значениям
![]()
(D=50 мм), h = 50 мм, VГ = 2∙10³ см³.
Отношение VГ/τ для установившегося течения есть также величина постоянная, при этом работа по уплотнению смеси для всех образцов одинаковая. При использовании стандартной методики коэффициент газопроницаемости К будет равен коэффициенту фильтрации Кф в уравнении (5.15).