

Контрольные вопросы
1. Дайте характеристику усадочным дефектам в отливках: по видам, по форме дефектов, по месту их образования. Какие способы их выявления в отливках знаете?
2. Приведите схему затвердевания отливки в призматическом сечении и образования осевой пористости. Проведите анализ выражения, определяющего зону осевой пористости.
3. Как определить склонность литейного сплава к образованию усадочных раковин по технологическим пробам? Приведите схемы проб-отливок.
4. Поясните, какие технологические факторы оказывают сильное влияние на образование усадочной пористости в отливках.
5. Приведите вывод уравнения Шретера для определения местоположения и контура усадочной раковины в отливке.
6. Поясните механизм образования концентрированной усадочной раковины в отливках: а) из чистых металлов; б) из сплавов с интервалом затвердевания;
7. Приведите вывод уравнения, характеризующего относительный размер зоны осевой пористости в отливках.
8. Поясните взаимосвязь усадочных дефектов в отливках с диаграммой состояния (по А.А. Бочвару).
9. Какие способы применяют для снижения усадочной пористости в отливках?
10. Поясните назначение прибыли, требования, которым они должны удовлетворять? Как определить места установки прибыли на отливке?
11. Как можно регулировать работы прибыли? Дайте рекомендации и обоснование их эффективности.
12. Из каких соображений назначают численное значение усадки?
13. Зависит ли соотношение усадочных дефектов – раковин и пор – от состава литейного сплава? Приведите доказательства.
14. Что такое тепловые узлы в отливках? Какое влияние они оказывают на образование усадочных дефектов и почему?
4. Напряжения и трещины в отливках
4.1. Усадочные деформации
При охлаждении отливок усадка металла продолжается, что приводит к накоплению в нем напряжений; это может приводить к искривлению осей отдельных элементов, рис. 4.1,а или короблению, рис. 4.1, б.
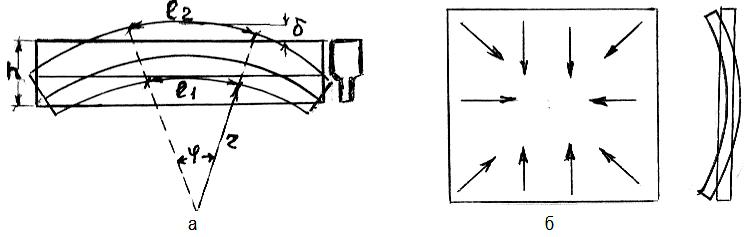
Рис. 4.1. Схемы усадочной деформации в отливках с разнотолщинными элементами (а), с неравномерным характером охлаждения (б)
При затвердевании отливки с выступающими элементами, фланцами, полостями усадка тормозится, что вызывает в металле пластическую деформацию. Такая усадка является затрудненной, уровень напряжений и деформаций будет выше, чем в отливках простых форм. Величина затрудненной усадки зависит от конфигурации отливки, табл. 4.1, также от коэффициента усадки сплава и типа литейной формы.
Таблица 4.1
Значения коэффициентов линейной усадки стальной отливки
Конфигурация отливки |
Простая |
Средней сложности |
Сложная |
Коэффициент усадки, % |
1.75-2.0 |
1.4-1.6 |
1.2-1.3 |
В качестве примера рассмотрим деформацию отливки в виде бруса, имеющего массивный и тонкий элементы, рис. 4.1, а. Первоначальная температура отливки T0; при охлаждении внешняя поверхность массивного элемента приобрела температуру T1, а внутренняя поверхность тонкого элемента – температуру T2, причём T2 >T1. Неравномерность распределения температур по сечению бруса приводит к возникновению в нём перепада температур, а также градиента температур
![]() , (4.1)
, (4.1)
где h – ширина бруса.
Если выделить в
сечении бруса прямоугольный элемент,
то вследствие неравномерного охлаждения
длина внутренней вогнутой части элемента
уменьшится и станет равной![]() ,
а длина наружной увеличится и станет
равной
,
а длина наружной увеличится и станет
равной ![]()
![]() , (4.2)
, (4.2)
где ![]() – коэффициент усадки металла в твердом
состоянии.
– коэффициент усадки металла в твердом
состоянии.
Длину можно определить как дугу, опирающуюся на центральный угол φ; тогда из условия подобия:
![]()
![]() ,
(4.3)
,
(4.3)
где r – радиус кривизны по внутренней поверхности бруса.
Из равенства уравнений (4.2) и (4.3) следует
![]() и
и
![]() (4.4)
(4.4)
Стрела прогиба бруса δ определится из выражения
![]()
, (4.5)
где l -средняя длина бруса.
Полученные выражения показывают, что параметры усадочной деформации (r и δ) зависят от природы сплава ( ) и перепада температур по высоте бруса h.
Для предотвращения в отливке усадочной деформации типа коробления рекомендуется:
1) создавать конструкцию отливок с одинаковой толщиной всех элементов, обеспечивающих одинаковую скорость их охлаждения;
2) применять ребра жесткости, препятствующие развитию напряжений и деформации;
3) применять захолаживание массивных элементов для выравнивания температурного поля в отливке.