

3.10. Прибыли в отливках: классификация, методы расчета. Способы организации питания отливок из прибылей
Одним из эффективных способов устранения усадочных раковин в отливках является применение прибылей. В процессе формирования отливки прибыль составляет с ней единое целое. В прибыли сосредоточена область усадочной раковины; прибыль отделяется от отливки в процессе обработки. Прибыль способствует также ослаблению зональной пористости.
Сложная по конструкции отливка разделяется на несколько обособленных узлов питания . В каждой отдельном узле должен выполняться принцип направленного затвердевания. Проверку этого принципа - кристаллизация должна развиваться от тонких элементов к массивным и к прибыли - осуществляют методом вписанных сфер, рис. 3.16

Рис. 3.16. Схемы выделения в отливке узлов питания (а); метод вписанных сфер для проверки направленности затвердевания (б)
Прибыли классифицируют:
1) по способу формовки - открытые, рис.3.17, а, закрытые, рис.3.17, б;
2) по расположению относительно узла питания- прямые 1, отводные или боковые 2, групповые, питающие несколько отливок 3;
3) по конструкции – цилиндрические 4, плоские 5, сферические 6, фигурные 7.
При выполнении расчетов прибылей необходимо: во-первых, чтобы вся область усадочной раковины полностью располагалась в прибыли и, во-вторых, чтобы объём прибыли был при этом экономичным. Глубину залегания усадочной раковины можно определить по уравнению
, (3.42)
где v- полный объём отливки;
m- коэффициент при литье в песчаные формы: m=2 с применением открытых прибылей; m=1 с применением закрытых прибылей.
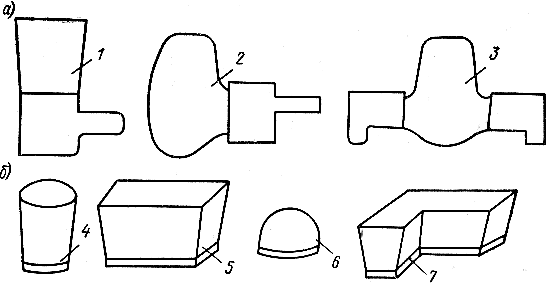
Рис. 3.17. Варианты исполнения прибылей
Средняя площ адь горизонтального сечения области усадочной раковины S для каждой конфигурации прибыли определяется по уравнениям:
для цилиндрической прибыли
![]() ,
,
для прибыли в виде призмы квадратного сечения
![]() ,
,
для плоской прибыли в виде параллелепипеда длиной l и шириной 2R
![]() ,
,
для сплава, кристаллизирующегося в интервале температур
,
![]() – коэффициент, учитывающий форму
области усадочной раковины;
– коэффициент, учитывающий форму
области усадочной раковины; ![]() .
.
C учётом конфигурации прибыли и коэффициента глубина залегания усадочной раковины можно определить по уравнению (3.42); например, для цилиндрической формы прибыли
![]() (3.43)
(3.43)
Высота
прибыли ![]() определится по уравнению
определится по уравнению
![]() , (3.44)
, (3.44)
где
![]() – коэффициент запаса.
– коэффициент запаса.
Считают, что при
стальном литье в песчаные формы можно
принимать следующие значения коэффициентов
в уравнении (3.44) α= 0,035;
=
0,75; m = 2 при открытой
прибыли; m=1 (при закрытой);
![]() =
1,5-2,0 (для открытой);
=
1,0-1,2 (для закрытой).
=
1,5-2,0 (для открытой);
=
1,0-1,2 (для закрытой).
Расход металла на прибыли при стальном литье составляет от 15 % до 100 % (для фасонных отливок) от массы отливки; объём усадочной раковины не превосходит 4 %.
Регулирование работы прибыли можно осуществлять следующими способами:
1) теплоизоляция прибыли огнеупорными материалами с низкой тепловой аккумуляцией; при этом m = от о до о,8;
2) обогрев прибыли экзотермическими смесями;
3) создание условий для воздействия на металл в прибыли атмосферного или газового давления;
4) вибрационное или ультразвуковое воздействие на этапе формирования отливки;
5) долив прибыли свежим расплавом.