

3.8. Решение задачи образования усадочной раковины в цилиндрической отливке
Элементы цилиндрической формы часто присутствуют в конструкции отливки. Для упрощения решения задачи образования усадочной раковины в таких элементах сделаем следующие допущения: 1) элемент имеет высоту Н и диаметр 2R, рис.3.13;
2) отливка выполнена из чистого металла ; усадка его происходит только при кристаллизации , коэффициент усадки αк;
3) образование осевой пористости не учитываем;
4) охлаждение (затвердевание) сверху и снизу не происходит;
5)
затвердевание металла с боковых
поверхностей сопровождается образованием
толщины твердого слоя
![]()
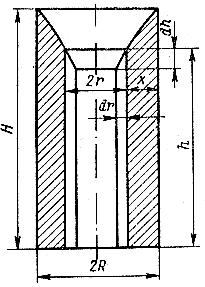
Рис. 3.13. Схема к расчету усадочной раковины в
цилиндрическом элементе
Допустим, что в некоторый момент времени жидкий металл имеет высоту h и радиус r.
За следующий малый
промежуток времени dτ
образуется слой dr, объём
которого dv за счет усадки
уменьшится до значения dv∙![]() .
При этом произойдёт компенсация усадки
и уровень жидкого металла опустится
на dh. Образуется зародыш
усадочной раковины d
.
При этом произойдёт компенсация усадки
и уровень жидкого металла опустится
на dh. Образуется зародыш
усадочной раковины d![]() и можно записать следующие равенства:
и можно записать следующие равенства:
d![]() d
d![]() ∙
(3.30)
∙
(3.30)
или
![]() ∙ dh=2
∙ dh=2![]() ∙ dr ∙
(3.31)
∙ dr ∙
(3.31)
откуда
![]() =
=
![]() ∙ 2
(3.32)
∙ 2
(3.32)
После интегрирования левой части от H до h и правой от R до r получим
![]() или
или ![]() = (3.33)
= (3.33)
Полученное
выражение известно как уравнение
Шретера. Уравнение (3.33) удовлетворительно
определяет контур усадочной раковины
(параметры r, h)
с большим отношением ![]() .
.
Если в выражении (3.33) принять r=0 (это означает, что затвердевание металла закончилось), то h будет также равно 0 и усадочная раковина при этом должна прорасти в отливке до дна, что неоправданно. Следовательно, необходимо учитывать развитие затвердевания сверху отливки и образование мостов, затрудняющих питание затвердевающего металла . С их учетом равенство (3.30) запишется:
d![]() ==
d
∙
+
d
==
d
∙
+
d![]() ,
(3.34)
,
(3.34)
объём мостов d равен
d
=![]() ∙ ώ↓dτ,
(3.35)
∙ ώ↓dτ,
(3.35)
где
![]() – площадь поверхности жидкого металла
в области мостов.
– площадь поверхности жидкого металла
в области мостов.
Затвердевание
металла сверху происходит по закону
H-h=mK![]() со скоростью ώ↓
(m-коэффициент, равный
отношению скоростей затвердевания
сверху и сбоку)
со скоростью ώ↓
(m-коэффициент, равный
отношению скоростей затвердевания
сверху и сбоку)
![]() (3.36)
(3.36)
После некоторых преобразований получим дифференциальное уравнение, характеризующее контур усадочной раковины в реальных условиях развития процесса затвердевания
![]() (3.37)
(3.37)