

3.3. Влияние добавок в составе на усадку сплава
Добавки элементов в металооснову, как правило, понижают усадку сплава (по отношению к усадке чистой металоосновы). Однако это справедливо до концентраций добавок, соответствующих точке пересечения температурных границ выливаемости и эвтектической платформы, рис.3.3. Например, усадка при кристаллизации силумина ξ = 3,8 %, а для чистого алюминия ξк = 6,6 %. Оценить влияние добавок на усадку сплава при кристаллизации (вблизи температур TS) можно по диаграмме состояния.
На рис. 3.3 приведены диаграммы сплава эвтектического типа и схемы развития усадки сплава при введении компонентов А и В, различающихся численно по величине усадки.
В пределах эвтектических составов усадка изменяется по линейному закону (для компонентов с небольшой разницей по усадке), либо претерпевает "разрыв" в средней части диаграммы (для компонентов существенно различающихся усадкой).

Рис. 3.3. Связь литейной усадки ξк с диаграммой состояния сплавов системы А–В. Обозначены: границы выливаемости (х-х); зависимости при небольшой разнице коэффициентов усадки компонентов (о-) и при значительной разнице по величине усадки
Усадка до и после разрыва определяется фазой, входящей в сплав в большём объёме. Усадка в чугунах связана с выделением графита и добавок, оказывающих влияние на графитизацию. Влияние содержания углерода на усадку чугунов в жидком состоянии отражено на рис. 3.4.
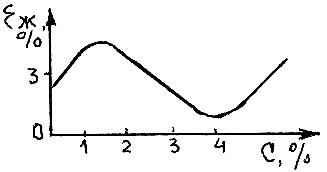
Рис. 3.4. Зависимость усадки чугунов в жидком состоянии от содержания углерода (концентрация 4,3 % отвечает эвтектическому составу)
При охлаждении чугунов в области температур кристаллизации выделяется графитная эвтектика, количество которой прямо пропорционально концентрации углерода. При выделении 1 % эвтектики объём увеличивается на 2 %.
Результирующая усадка при кристаллизации определяется из уравнения
ξк =6,9 % - 0,9 % (цементита) – 2 % (графита) (3.6)
В чугунах, кристаллизующих в интервале температур, существенное влияние на усадку в жидком состоянии оказывают графитизирующие добавки - способствующие графитизации (например Si), замедляющие графитизацию (например Mn). Влияние графитизирующих добавок можно оценить по углеродному эквиваленту
Сэ= С + 1/2Si + 1/2P (3.7)
На величину усадки сплавов в жидком состоянии оказывают также влияние технологические факторы например скорость охлаждения, поэтому можно ожидать, что ξж в металлической форме будет меньше, чем в песчано-глинистой (при одинаковом составе сплава.
3.4. Классификация усадочных дефектов в отливках
Раковины в отливке представляют собой полости различной формы и размеров, образующихся внутри отливки или на её поверхности. Раковины подразделяют на усадочные, газовые, ситовидные, песчаные, шлаковые. Газовые, песчаные, шлаковые раковины – это полости в металле, заполненные газами, шлаками или формовочной смесью. Ситовидные раковины имеют вид удлинённых тонких раковин, ориентированных перпендикулярно к поверхности отливки. Причиной их образования является повышенное содержание водорода в кристаллизующемся металле.
Усадочные раковин – наружные, внутренние, закрытые, открытые – это полости в отливке, образующиеся в результате усадки металла в жидком состоянии и на этапе кристаллизации.
Усадочная пористость является скоплением мелких пустот, сосредоточенных в определённых зонах отливки (зональная пористость), распредёленных по объёму отливки (рассеянная пористость), располагающихся в местах сопряжений элементов отливки, в межосевых промежутках дендритов, в тепловых узлах, в области местного разогрева металла на стадии заливки. В отливках часто обнаруживаются дефекты в виде скопления мелких усадочных раковин, называемые рыхлотой.
В реальных условиях литейной технологии плавку в большинстве случаев производят в открытой атмосфере. Если расплав содержит значительное количество растворённых газов, то при охлаждении растворимость газов понижается и на стадии кристаллизации атомы газа поступают в усадочные поры, рис.3.5,а.
Газовое давление в объёме поры растёт и достигает значения, при котором жидкий металл из поры выжимается, рис. 3.5,б. На этапе смыкания (коагуляции) кристаллов, охватывающих пору, образуется газоусадочная пора, рис. 3.5,в.
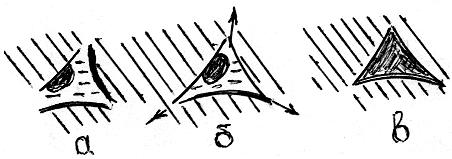
Рис. 3.5. Схема формирования газоусадочных пор. Стрелками показаны пути выдавливания расплава из поры, заполненной частично жидким металлом
Для выявления усадочной пористости применяют следующие методы:
а) просвечивание металла отливки проникающими лучами (рентгеновскими или гамма – лучами). Как средство контроля этот метод применяют для отливок ответственного назначения;
б) метод цветовой дефектоскопии, заключающийся в нанесение на поверхность отливки высокопроникающей краски;
в) определение плотности металла в отливке путём гидростатического взвешивания образов на воздухе и в воде. Образцы обычно представляют собой пластинки толщиной 2-3 миллиметра, вырезанные из различных частей отливки.
Склонность литейного сплава к образованию усадочных дефектов определяют по технологическим пробам специальной конструкции, обеспечивающей выполнение принципа направленного затвердевания. Склонность литейного сплава к образованию усадочных дефектов определяют по технологическим пробам специальной конструкции, обеспечивающей выполнение принципа направленного затвердевания.