

4.6.1 Комплект средств нк сварных швов приварки крестовины стрелочного перевода, должен включать:
ультразвуковые дефектоскопы, работающие на частоте 2,5 МГц (например, РДМ-3, РДМ-33, УД2-102, АВИКОН-02Р).
ПЭП П121-2,5-50 (высота данного ПЭП должна обеспечивать его установку на боковую поверхность головки рельсового окончания), П121-2,5-45 (2 шт.);
устройство сканирования, обеспечивающее правильную траекторию перемещения ПЭП при контроле по эхо-зеркальному методу (например, представленное на рисунке 3);
стандартный образец СО-3Р;
контактирующая жидкость (минеральное масло);
металлическая линейка;
металлическая щетка или скребок;
ветошь;
фонарик;
зеркало для осмотра боковых поверхностей сварного шва;
спиртовой раствор 100г;
светлая масляная краска;
кисти для нанесения контактирующей жидкости и маркировки дефектного шва;
рабочий журнал регистрации результатов НК (Приложение А).
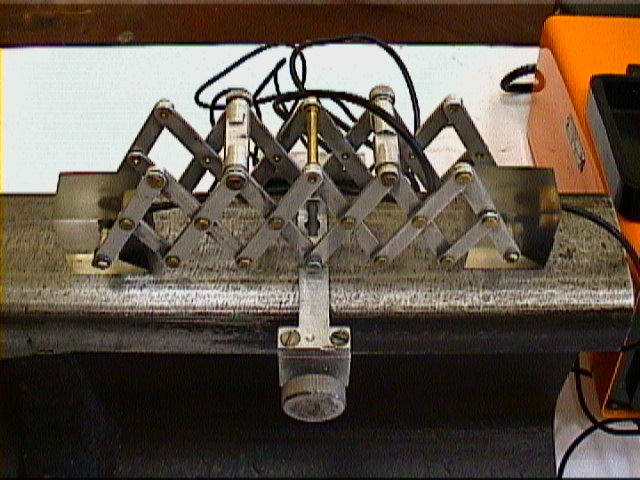
Рисунок 3.
4.6.2 Дефектоскопы с ПЭП и СО должны:
обеспечивать возможность реализации вариантов методов УЗК и других требований, содержащихся в настоящей Технологической инструкции;
быть сертифицированы (аттестованы) в соответствии с нормативной документацией ФАТРМ и внесены в Реестр средств измерений, допущенных к применению на железнодорожном транспорте, в соответствии с ПР 32.82;
быть поверены (калиброваны) в установленном порядке по методике, содержащейся в эксплуатационной документации на средство УЗК по ГОСТ 2.601, в соответствии с утвержденным графиком поверки (калибровки);
проходить ежесменную и после замены ПЭП или кабелей проверку работоспособности, а также проверку (настройку) основных параметров контроля.
4.7 Требования к организации работ, квалификации и ответственности персонала.
4.7.1 К проведению ВК и УЗК сварных швов крестовины стрелочного перевода допускается оператор, имеющий квалификационный разряд не ниже 6-го и опыт работы по УЗК сварных швов рельсов, а также прошедший соответствующее обучение по работе по данной Технологической инструкции.
В обязанности оператора входит:
ВК поверхности сварных швов крестовины стрелочного перевода;
подготовка и проведение УЗК сварных швов;
оформление результатов ВК и УЗК в рабочем журнале установленной формы (Приложение Б).
Примечание:
Ориентировочное время, затрачиваемое на НК продольного сварного шва свариваемых рельсовых окончаний и сварного шва крестовины стрелочного перевода по настоящей Технологической инструкции (без настройки аппаратуры и подготовки поверхности), составляет ~ (25÷30) минут.
4.7.3 Для обеспечения нормальных условий работы оператора, обусловливающих достоверность результатов НК, контроль следует проводить при температуре окружающего воздуха не ниже плюс 5С.
4.7.4 Ответственность за достоверность НК сварных швов крестовины стрелочного перевода и оформление его результатов возлагается на оператора.
4.7.5 Ответственность за организацию НК сварных швов крестовины стрелочного перевода и хранение журнала регистрации результатов НК возлагается на мастера цеха дефектоскопии соответствующей дистанции пути.