

сигнала, зеркально отраженного от дефекта. Затем, передвинуть приемный ПЭП на 10 мм в сторону сварного стыка, снова провести сканирование излучающим ПЭП и т.д. Сканирование вести по поверхности катания строго над шейкой рельса.
Примечание - Для соблюдения параметров сканирования рекомендуется использовать сканирующее устройство.
8.5.3Признаком обнаружения дефекта является появление на развертке экрана дефектоскопа зеркально отраженного от дефекта сигнала, временное расположение которого на экране дефектоскопа при сканировании не меняется.
8.5.4Переставить ПЭП на противоположную сторону сварного стыка
ипроконтролировать сварной стык в области шейки рельса в соответствии с п.п.8.5.2-8.5.3.
8.5.5При обнаружении дефекта измерить максимальную амплитуду
Uдз зеркально |
отраженного |
сигнала и |
записать |
коэффициент Кдз |
|
выявляемости |
выявленного |
дефекта |
в Карту |
дефектного |
стыка |
(Приложение Б). |
|
|
|
|
|
8.6 Если |
в процессе |
УЗК температура окружающего |
воздуха |
||
изменилась более |
чем на 10 С относительно температуры, при которой |
|
осуществлялась |
проверка |
(настройка) дефектоскопа, необходимо |
проверить угол |
ввода и |
настройку чувствительности для всех |
используемых ПЭП и, при необходимости, ввести соответствующие поправки в настройки глубиномера и чувствительности.
9 ПРОВЕДЕНИЕ ЭКСПЛУАТАЦИОННОГО УЗК СТЫКОВ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ
9.1 УЗК стыков алюминотермитной сварки рельсов при их эксплуатации в пути проводят со снятием накладок в следующей последовательности:
1)визуальный осмотр в соответствии с п.7.2;
2)УЗК сварного стыка в области головки и шейки с поверхности катания эхо-методом РС ПЭП П112-2,5 в соответствии с п.8.2;
3)УЗК сварного стыка эхо-методом при перемещении ПЭП П121-2,5-70° по всему периметру рельса (кроме подошвы снизу) в соответствии с п.8.3.
9.2 Если в процессе УЗК температура окружающего воздуха изменилась более чем на 10 С относительно температуры, при которой осуществлялась проверка (настройка) дефектоскопа, необходимо проверить угол ввода и настройку чувствительности для всех используемых ПЭП и, при необходимости, ввести соответствующие поправки в настройки глубиномера и чувствительности.
20
10 ОЦЕНКА КАЧЕСТВА СТЫКОВ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ И ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
10.1Результаты контроля сварного стыка заносят в Рабочий журнал (Приложение А). Результаты контроля каждого дефектного стыка дополнительно отображают в Карте дефектного стыка (Приложение Б).
10.2Рельсы со стыками алюминотермитной сварки, в которых обнаружены дефекты в соответствии с НТД/ЦП-3-93 относят к ДР или ОДР, подлежащим замене.
10.3При обнаружении ОДР:
а) руководитель бригады операторов, осуществлявших УЗК, заполняет уведомление установленной формы и вручает его сопровождающему дорожному мастеру или бригадиру пути под роспись. Контроль замены ОДР осуществляет начальник (мастер) цеха (участка) дефектоскопии и диспетчер дистанции пути;
б) при обнаружении излома рельса сопровождающий дорожный мастер или бригадир пути и руководитель бригады операторов в соответствии с ЦП-485 обязаны принять меры по ограждению опасного места до прибытия ремонтной бригады.
10.4До замены ОДР допускается пропуск поездов в соответствии с НТД/ЦП-3-93 и ТУ-0921-127-01124323-2005.
10.5Маркировка обнаруженных ДР и ОДР осуществляется в соответствии с НТД/ЦП-3-93.
10.6Рабочие журналы результатов УЗК хранятся в дистанции пути не менее 5 лет
11 ТРЕБОВАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
11.1Все виды работ при подготовке и проведении УЗК должны проводиться при соблюдении правил техники безопасности, промышленной санитарии и пожарной безопасности.
11.2К выполнению УЗК могут быть допущены операторы,
прошедшие обучение и инструктаж по безопасности труда в соответствии с ГОСТ 12.0.004-90.
11.3 При работе в пути бригаду операторов, выполняющих УЗК стыков алюминотермитной сварки рельсов, сопровождает(ют) сигналист(ы), а также дорожный мастер или бригадир пути, который перед началом работы должен обеспечить:
21
-проведение необходимого инструктажа по охране труда с обязательным разъяснением маршрута и порядка следования к месту проведения работ;
-ограждение бригады операторов во время работ по контролю сварных стыков рельсов в пути.
11.4 Сигналист(ы) ведет(ут) наблюдение за приближением поездов и предупреждает(ют) о них дорожного мастера или бригадира пути.
11.5Рядом с бригадой операторов, выполняющих УЗК сварных стыков рельсов, должен находиться дорожный мастер или бригадир пути,
вобязанности которого также входит наблюдение за сигналами, подаваемыми сигналистами и предупреждении операторов о приближении поезда.
11.6Размещение, хранение, транспортирование и использование дефектоскопических и вспомогательных материалов и отходов производства должно проводиться с соблюдением требований защиты от пожаров по ГОСТ 12.1.004-91.
11.7Использованная ветошь должна собираться в металлический ящик с крышкой и отправляться на утилизацию.
11.8При проведении работ по УЗК сварных стыков рельсов оператор должен соблюдать требования: «Инструкции по обеспечению безопасности движения поездов при производстве путевых работ», «Правил технической эксплуатации железных дорог Российской Федерации», «Инструкции по движению поездов и маневровой работе на железных дорогах Российской Федерации», «Инструкции по сигнализации на железных дорогах Российской Федерации».
И.о. директора Федерального государственного унитарного предприятия «Научно-исследовательский институт мостов и дефектоскопии Федерального агентства железнодорожного транспорта»
Зав. отделом УЗД
Ответственный исполнитель Зав. лабораторией
Исполнители:
Главный научный сотрудник
Научный сотрудник
Младший научный сотрудник
22
Г.Я.Дымкин А.В.Шевелев
И.З.Этинген
А.К.Гурвич С.В.Николаев Ю.П.Рукавчук
23
Приложение А (обязательное)
|
|
|
|
|
|
РАБОЧИЙ ЖУРНАЛ РЕГИСТРАЦИИ РЕЗУЛЬТАТОВ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ |
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
СТЫКОВ АЛЮМИНОТЕРМИТНОЙ СВАРКИ |
|
|
|
|
|
|
|
|
|||||||||||||
|
Железная дорога:_______ |
|
Дистанция пути:________ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица |
||
|
|
|
|
|
|
|
|
|
|
|
Место работы |
|
|
|
|
|
|
Сварной стык |
|
Тип |
|
|
|
|||||||||
|
№ |
|
Дата и |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Номер |
|
|
|
дефектоскопа, |
|
Температ |
||||
|
п.п. |
|
время |
|
Пут |
Перегон |
|
|
Околоток |
|
Км |
|
Пк |
|
Зв. |
Нить |
|
св. |
|
Дата |
|
зав.№; |
|
ура |
||||||||
|
|
|
контроля |
|
ь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(пр.,лев. |
|
стыка |
|
сварки |
|
тип и зав.№ |
|
воздуха, |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
) |
|
|
|
|
|
|
|
ПЭП |
|
|
°С |
|
1 |
2 |
|
|
3 |
|
4 |
|
5 |
|
6 |
|
|
7 |
|
8 |
|
9 |
|
10 |
|
11 |
|
|
12 |
|
|
13 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
23 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Продолжение таблицы |
|||
|
|
Измеренные значения |
|
|
Результаты УЗК |
|
|
Меры, принятые оператором при |
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
Мет |
|
основных параметров |
|
|
|
|
|
|
|
|
|
|
|
|
обнаружении дефекта |
Предупрежден |
|||||||||||||||
|
од |
|
|
|
|
контроля |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ие получил |
|||
|
УЗК |
|
Угол |
|
Условная |
Мертвая |
Обнаружен |
|
|
Непроконтролир |
|
Ф.И.О. |
|
|
Кому |
|
Время |
|
(Ф.И.О., |
|||||||||||||
|
|
|
ввода |
|
(эквивал.) |
зона |
|
|
дефект (код) |
|
ованная зона |
|
|
оператора |
|
|
выдано |
|
выдачи |
|
подпись) |
|||||||||||
|
|
|
луча |
|
чувствит. |
М, |
|
|
/ не |
|
|
сварного стыка |
|
(подпись) |
|
предупреж |
|
предупреж |
|
|
|
|||||||||||
|
|
|
α, |
|
|
Ку (Кэ), |
мм |
|
|
обнаружен |
|
|
|
|
|
|
|
|
|
|
|
|
дение |
|
дения |
|
|
|
||||
|
|
|
град. |
|
|
дБ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
14 |
|
15 |
|
16 |
|
17 |
|
|
18 |
|
|
|
|
|
19 |
|
|
|
20 |
|
|
|
21 |
|
22 |
|
23 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПриложениеБ (обязательное) |
||||
|
|
|
КАРТА ДЕФЕКТНОГО СТЫКА |
|
|
|
|||||
|
АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ |
|
|||||||||
|
|
|
|
(форма и пример заполнения) |
|
|
|
||||
Дорога:Октябрьская |
|
|
Дистанция пути:ПЧ-10 |
|
|||||||
|
|
|
|
|
|
|
|
|
|
||
|
|
Характеристика рельса |
|
Сведения о контроле |
|
||||||
|
|
|
|
|
|
Темпе |
|
|
|
|
|
|
|
Ном |
|
Ти |
Дата |
Тип |
|
Уг |
Чувстви- |
М |
|
|
|
|
ратура |
|
|||||||
|
|
ер |
|
п |
сварк |
дефек- |
|
ол |
тельность |
ер |
|
Дата |
|
|
окруж |
|
|||||||
Путейская |
свар |
|
ре |
и |
тоскопа, |
|
вво |
|
тв |
||
контро- |
|
. |
|
|
|||||||
координата |
. |
|
ль |
|
зав.№; |
|
да, |
Ку, |
ая |
||
ля |
|
сты |
|
са |
|
возду |
тип ПЭП, |
|
α, |
дБ |
зо |
|
|
|
|
ха при |
|
||||||
|
|
ка |
|
|
|
зав.№ |
|
гра |
|
на |
|
|
|
|
|
|
УЗК |
|
|
||||
|
|
сты |
|
|
|
|
|
д. |
|
М, |
|
|
|
|
|
|
|
|
|
|
|||
|
|
ка |
|
|
|
|
|
|
|
|
м |
|
|
|
|
|
|
|
|
|
|
|
м |
05.09 |
1гл.,22км |
5 |
|
Р65 |
17.08 |
+10 |
РДМ-33, |
|
69 |
16 |
3 |
2011 |
пк3,зв.2, |
|
|
|
2008 |
|
№183 |
|
|
|
|
|
пр.нить |
|
|
|
|
|
ПЭП 121- |
|
|
|
|
|
|
|
|
|
|
|
2,5-70°, №3 |
|
|
|
|
Результаты УЗК
ПЧ –10 |
|
Оператор |
|
Петров |
Петров |
Иванов |
Иванов |
(подпись) |
(расшифровка) |
(подпись) |
(расшифровка) |
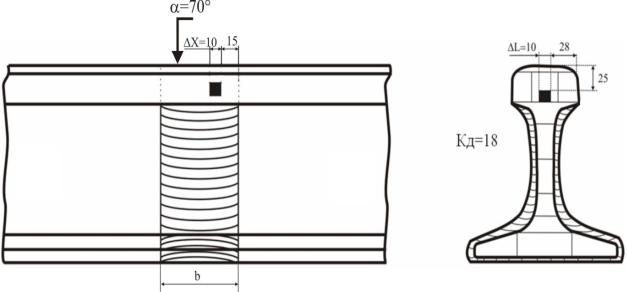
Примечание - При выявлении дефекта эхо-методом указать:
- поверхность сканирования рельса и угол ввода ультразвуковых колебаний,
-измеренные Кд, Н и ∆L.
25