


эталонного отражателя диаметром 6 мм на глубине 44 мм в СО-3Р по ГОСТ 18576 находится на уровне срабатывания АСД.
4.15 эквивалентная чувствительность контроля: Чувствитель-
ность, выражаемая разностью в децибелах между значением усиления при данной настройке дефектоскопа и значением усиления при опорном уровне чувствительности, при котором амплитуда эхо-сигнала от отражающей поверхности контролируемого рельса находится на уровне срабатывания АСД.
5 ОБЩИЕ ПОЛОЖЕНИЯ
5.1УЗК применяют для выявления дефектов типа пор, шлаковых включений, непроваров и трещин в сварных стыках рельсов, образовавшихся при сварке или развившихся в процессе эксплуатации в головке, в шейке и подошве (соответственно коды: 26.4, 56.4 и 66.4).
5.2При УЗК используют:
-эхо-метод для выявления внутренних дефектов по всему сечению сварного стыка;
-зеркальный метод для выявления несплавлений торца рельса с металлом шва в области головки, шейки и продолжения ее в подошву.
Примечания 1 Дефекты сварки могут быть не выявлены, если они расположены у
поверхности катания головки рельса на глубине до 3 мм (рисунок 1).
2 При УЗК сварных стыков рельсов, имеющих болтовые отверстия в концевых участках на расстоянии менее 330 мм от торцов рельсов, зеркальный метод контроля стыков в области шейки и ее продолжения в подошву не применяют, поэтому выявление непроваров в этих зонах не гарантируется.
Рисунок 1 - Зона стыка алюминотермитной сварки рельсов, в пределах которой должно быть обеспечено прозвучивание при УЗК
8
5.3 При УЗК сварных стыков рельсов применяют схемы прозвучивания в соответствии с таблицей 1.
Таблица 1 - Схемы прозвучивания УЗК при проведении приемочного и эксплуатационного контроля
|
|
|
|
|
Схема прозвучивания |
|
|
|
|
|
|
РС ПЭП |
ПЭП |
Два ПЭП |
Два ПЭП с |
|
Вид контроля |
с α=0° |
с α=70° |
с α=45° |
α=45° |
||
|
|
|
|
с пов-ти |
по всему |
с боковых |
с пов-ти |
|
|
|
|
катания, |
сечению |
поверхнос- |
катания, |
|
|
|
|
эхо- |
(кроме |
тей |
зеркальный |
|
|
|
|
метод |
подошвы |
головки, |
метод |
|
|
|
|
|
снизу), |
зеркальный |
|
|
|
|
|
|
эхо-метод |
метод |
|
Приемочный: |
|
|
|
|
|
||
- |
УЗК стыков |
алюмино- |
+ |
+ |
+ |
- |
|
термитной сварки рельсов, |
|
|
|
|
|||
в |
концевых |
участках |
|
|
|
|
|
которых |
|
болтовые |
|
|
|
|
|
отверстия |
располагаются |
|
|
|
|
||
на |
расстоянии |
менее 330 |
|
|
|
|
|
мм от торца рельса; |
|
|
|
|
|||
- |
УЗК стыков |
алюмино- |
+ |
+ |
+ |
+ |
|
термитной сварки рельсов, |
|
|
|
|
|||
в |
концевых |
участках |
|
|
|
|
|
которых |
|
болтовые |
|
|
|
|
|
отверстия |
располагаются |
|
|
|
|
||
на расстоянии 330 мм и |
|
|
|
|
|||
более от торца рельса |
|
|
|
|
|||
Эксплуатационный |
+ |
+ |
- |
- |
|||
5.4 Концевые участки рельсов длиной 300 мм, подлежащие алюминотермитной сварке, должны быть проверены переносными дефектоскопами по методике вторичного контроля рельсов или при сплошном контроле рельсов съемными дефектоскопами с регистраторами не более чем за 10 дней до производства сварочных работ.
5.5Приемочный УЗК стыков алюминотермитной сварки рельсов осуществляют при отсутствии на них предохранительных накладок, при температуре металла в области сварного стыка не более плюс 60 °С и при температуре окружающего воздуха не ниже плюс 5 °С.
5.6Стыки алюминотермитной сварки рельсов подвергают УЗК после обрезки прибыльной части сварного шва, удаления литниковой системы и механической обработки в области поверхности катания и боковых
9
поверхностей головки в соответствии с требованиями ТУ 0921-127- 01124323-2005
5.7На время проведения УЗК стыков алюминотермитной сварки рельсов со снятыми предохранительными накладками разрешается пропуск поездов со скоростью не более 40 км/час.
5.8К контролю стыков алюминотермитной сварки с оценкой их качества по результатам НК допускаются операторы не ниже 6-го разряда, имеющие опыт работы по контролю стыков электроконтактной сварки рельсов не менее 1 года, прошедшие специальное практическое обучение по УЗК стыков алюминотермитной сварки рельсов и получившие документ установленного образца, изучившие ТУ 0921-127-01124323-2005
иданную ТИ.
5.9Приемочный УЗК стыков алюминотермитной сварки рельсов выполняют операторы дистанции пути.
5.10УЗК стыков алюминотермитной сварки рельсов выполняет бригада из двух операторов, один из которых приказом начальника дистанции пути назначается руководителем бригады.
5.11Ответственность за выполнение и оформление результатов контроля в соответствии с требованиями ТИ возлагается на оператора, непосредственно проводившего контроль.
5.12Обеспечение контролепригодности и подготовка сварных стыков к контролю в условиях эксплуатации (снятие, при необходимости, клеммных болтов, очистка от грязи, мазута, балласта) не входят в обязанности оператора, а осуществляются монтерами дистанции пути.
5.13Ответственность за организацию УЗК стыков алюминотермитной сварки рельсов возлагается на начальника дистанции пути.
6 ОБОРУДОВАНИЕ, МАТЕРИАЛЫ И ВСПОМОГАТЕЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
6.1 Комплект оборудования и материалов для УЗК стыков алюминотермитной сварки рельсов включает:
а) ультразвуковой дефектоскоп; б) преобразователи типа:
-РС ПЭП П112-2,5 – 1 шт.;
-ПЭП П121-2,5-45° – 2 шт.;
-ПЭП П121-2,5-70° – 1 шт;
в) устройство сканирования (с комплектом ПЭП П121-2,5-45°) для контроля зеркальным методом стыков алюминотермитной сварки рельсов (рекомендуется использовать для соблюдения параметров перемещения ПЭП);
10
г) стандартный образец СО-3Р по ГОСТ 18576-96; д) вспомогательные материалы (комплект соединительных кабелей,
телефоны головные); е) металлическую линейку длиной не менее 300 мм по ГОСТ 427-75;
ж) щетку металлическую, шабер или скребок; з) зеркало; и) обтирочный материал (ветошь);
к) емкость с контактирующей жидкостью, кисточку; л) краску масляную белую, кисть, мел; м) комплект сигнальных принадлежностей.
6.2 Для УЗК стыков алюминотермитной сварки рельсов следует использовать дефектоскопы, работающие на частоте 2,5 МГц ± 10% и позволяющие:
-включать ПЭП по совмещенной и раздельной схемам;
-отображать развертку типа А на экране дефектоскопа;
-фиксировать обнаружение дефектов посредством звукового индикатора;
-определять координаты расположения отражателей в рельсе при работе ПЭП с углами ввода луча α=0° и α=70°;
-устанавливать требуемые по ТИ чувствительности и мертвую зону.
6.3Документация оператора, необходимая при проведении УЗК стыков алюминотермитной сварки рельсов, включает:
а) Рабочий журнал (Приложение А); б) Карты дефектных стыков алюминотермитной сварки рельсов
(Приложение Б); в) бланки уведомлений на замену ОДР;
г) выписку из графика работы дефектоскопных средств на месяц; д) ведомость стыков алюминотермитной сварки рельсов (по
контролируемому участку); е) ведомость участков с плохой видимостью.
7 ПОДГОТОВКА К КОНТРОЛЮ
7.1 Провести подготовку дефектоскопа:
а) выполнить внешний осмотр дефектоскопа; б) проверить работоспособность ПЭП и техническое состояние
соединительных кабелей, устранить замеченные неисправности; в) настроить (проверить) значения основных параметров контроля на
соответствие требованиям таблицы 2.
11
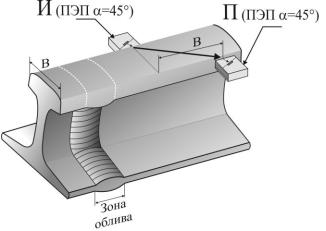
Таблица 2 - Значения |
основных |
параметров УЗК |
стыков |
|||
алюминотермитной сварки рельсов |
|
|
|
|||
Тип ПЭП |
Метод |
Угол |
Условная |
Эквивалент. |
|
Мертвая |
|
контроля |
ввода |
чувствительн. |
чувствительн. |
|
зона |
|
|
α, град. |
Ку, дБ |
Кэ, дБ |
|
М, мм |
П112-2,5 |
эхо |
0 |
- |
20 |
|
3 |
П121-2,5-45 |
зеркальн |
45±2 |
- |
18 |
|
- |
П121-2,5-70 |
эхо |
70-3 |
16 |
- |
|
3 |
Примечание – Если измеренное значение угла ввода луча не соответствует требуемому, то ПЭП необходимо изъять из эксплуатации.
Результаты проверки основных параметров контроля занести в Рабочий журнал (Приложение А).
Примечания 1 Угол ввода и мертвую зону необходимо проверять, а условную и
эквивалентную чувствительность настраивать ежедневно перед проведением УЗК и в случае замены ПЭП в соответствии с Таблицей 2.
2 Эквивалентную чувствительность эхо-метода для ПЭП с углом ввода =0необходимо настраивать по донному сигналу от подошвы рельса на бездефектном участке вне области сварного стыка.
3 Условную чувствительность эхо-метода для ПЭП с углом ввода =70 необходимо настраивать по отверстию диаметром 6 мм, расположенному в СО-3Р на глубине 44 мм.
4 Эквивалентную чувствительность зеркального метода при контроле стыков алюминотермитной сварки в области головки рельса двумя ПЭП с углами ввода =45 необходимо настраивать при установке ПЭП на противоположные боковые поверхности головки рельса вне зоны сварного стыка в положения, соответствующие максимальной амплитуде прошедшего (опорного) сигнала (рисунок 2).
Рисунок 2 - Схема расположения ПЭП П121-2,5-45 при настройке на эквивалентную чувствительность для контроля сварного стыка зеркальным методом в области головки рельса
12

5 Эквивалентную чувствительность зеркального метода для контроля стыков алюминотермитной сварки в области шейки и подошвы рельса двумя ПЭП с углами ввода =45 необходимо настраивать при установке ПЭП на поверхность катания головки рельса навстречу друг другу в положения, соответствующие максимальной амплитуде донного (опорного) сигнала (рисунок 3).
Рисунок 3 - Схема расположения ПЭП П121-2,5-45 при настройке на эквивалентную чувствительность для контроля сварного стыка в области шейки зеркальным методом
7.2Провести визуальный осмотр стыков алюминотермитной сварки рельсов: осмотр качества обработки и очистки поверхностей рельса в области сварного стыка; осмотр с целью поиска в области сварного стыка возможных трещин, непроваров, раковин и шлаковых включений, выходящих на поверхность.
7.3Проверить выполнение требований контролепригодности стыков алюминотермитной сварки рельсов.
7.3.1 Температура металла в зоне сварного стыка должна быть не
выше плюс 60 С.
7.3.2 Стыки алюминотермитной сварки рельсов считаются контролепригодными, если:
-облив стыка в области поверхности катания и боковых поверхностей головки механически обработан в соответствии с требованиями ТУ 0921-127-01124323-2005;
-ширина облива в области шейки и подошвы не превышает 85 мм;
-на поверхностях шейки и перьев подошвы в пределах 300 мм от облива отсутствуют остатки литниковой системы, брызги металла, грязь.
Примечание - Стыки алюминотермитной сварки рельсов, в концевых участках которых болтовые отверстия располагаются на расстоянии менее 330 мм от торца рельса, являются контроленепригодными в области шейки для зеркального метода контроля.
13
7.4Подготовить поверхности сварного стыка к УЗК: с помощью металлической щетки, шабера и ветоши очистить контролируемые поверхности рельса в пределах 300 мм от центра сварного стыка.
7.5При удовлетворительном состоянии поверхностей рельса в области сварного стыка протереть их ветошью и покрыть слоем контактирующей жидкости.
В качестве контактирующей жидкости может быть использовано трансформаторное масло ГОСТ 982-80 или любое минеральное масло без механических включений, вязкость которого должна подбираться с учетом температуры окружающего воздуха и металла контролируемых рельсов.
Примечание – Средний расход контактирующей жидкости для обеспечения акустического контакта при УЗК одного стыка алюминотермитной сварки рельсов составляет не более 200 мл.
8 ПРОВЕДЕНИЕ ПРИЕМОЧНОГО УЗК СТЫКОВ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ
8.1 УЗК стыков алюминотермитной сварки рельсов выполняют в последовательности:
1)контроль сварного стыка эхо-методом РС ПЭП П112-2,5 в области головки, шейки и ее продолжения в подошву с поверхности катания рельса;
2)контроль сварного стыка эхо-методом при перемещении ПЭП
П121-2,5-70 по всему периметру рельса (кроме подошвы снизу);
3)контроль сварного стыка зеркальным методом в области головки при сканировании двумя ПЭП П121-2,5-45 по боковым поверхностям головки;
4)контроль сварного стыка зеркальным методом в области шейки при сканировании двумя ПЭП П121-2,5-45° с поверхности катания головки (для сварных стыков, в которых расстояние от торца рельса до первого болтового отверстия составляет 330 мм и более).
Примечание – При УЗК сварных стыков рельсов, имеющих болтовые отверстия в концевых участках на расстоянии менее 330 мм от торцов рельсов, зеркальный метод контроля стыков в области шейки и ее продолжения в подошву не применяют.
8.2 Проконтролировать сварной стык эхо-методом РС ПЭП П112-2,5
вобласти головки, шейки и ее продолжения в подошву с поверхности катания рельса (рисунок 4).
8.2.1 Включить дефектоскоп в режим, соответствующий работе с РС ПЭП П112-2,5.
8.2.2 Установить на экране дефектоскопа развертку длительностью, соответствующей глубине 190 мм.
14

Рисунок 4 - Контроль сварного стыка РС ПЭП П112-2,5 в области головки, шейки и ее продолжения в подошву с поверхности катания рельса
8.2.3Проконтролировать сварной стык с поверхности катания рельса, перемещая РС ПЭП с шагом сканирования 3-4 мм по всей ширине головки в пределах зоны сварки и обеспечивая акустический контакт, вести наблюдение за экраном дефектоскопа.
8.2.4Признаком обнаружения дефекта является появление на экране
дефектоскопа эхо-сигнала, амплитуда Uдэ которого превышает уровень срабатывания АСД (кроме эхо-сигнала от облива и от подошвы рельса).
8.2.5При обнаружении дефекта в любой зоне сварного стыка необходимо измерить глубину Н залегания, условный размер ΔL выявленного дефекта, при обнаружении его в головке рельса и
коэффициент Кдэ выявляемости, зарегистрировать в Карте дефектного стыка (Приложение Б).
8.3 Проконтролировать сварной стык |
эхо-методом |
ПЭП |
П121-2,5-70 . |
|
|
8.3.1 Переключить дефектоскоп в режим, |
соответствующий |
работе |
сПЭП П121-2,5-70 .
8.3.2Установить на экране дефектоскопа развертку длительностью, соответствующей глубине 80 мм.
8.3.3По схеме поперечно-продольного перемещения ПЭП с шагом продольного сканирования 3-4 мм, обеспечивая акустический контакт, проконтролировать сварной стык с двух сторон, ведя наблюдение за
15

экраном дефектоскопа, в следующей последовательности: в области головки рельса с поверхности катания (рисунок 5) и с боковых поверхностей (рисунок 6), шейки с боковых поверхностей (рисунок 7) и перьев подошвы (рисунок 8).
Примечание - При наличии первого болтового отверстия на расстоянии менее 115 мм от торца рельса зона сварного стыка, расположенная напротив отверстия, оказывается проконтролированной только прямым лучом, поэтому выявление дефектов в шейке рельса не гарантируется.
Рисунок 5 - Контроль сварного стыка ПЭП П121-2,5-70 в области головки с поверхности катания рельса
Рисунок 6 - Контроль сварного стыка ПЭП П121-2,5-70 в области головки с боковых поверхностей рельса
16

Рисунок 7 - Контроль сварного стыка ПЭП П121-2,5-70 в области шейки с боковых поверхностей рельса
Рисунок 8 - Контроль сварного стыка ПЭП П121-2,5-70в области перьев подошвы сверху рельса
8.3.4 Признаком обнаружения дефекта является появление на экране дефектоскопа эхо-сигнала, амплитуда Uдэ которого превышает уровень срабатывания АСД и перемещающегося по экрану при поперечном сканировании ПЭП.
Примечание - На экране возможно возникновение ложных эхосигналов, обусловленных отражениями от неровностей облива как поперечной волны, так и, в ряде случаев, – поверхностной волны (для уточнения причины возникновения эхо-сигнала следует проконтролировать сечение с предполагаемым дефектом с двух сторон
17

сварного стыка и определить координаты L расположения предполагаемого дефекта).
8.3.5 При обнаружении дефекта в любой зоне сварного стыка необходимо измерить глубину Н залегания, условный размер ΔL выявленного дефекта и коэффициент Кдэ выявляемости, зарегистрировать в Карте дефектного стыка (Приложение Б).
При контроле сварного стыка в области перьев подошвы и шейки с боковых поверхностей глубину Н расположения дефекта не измеряют.
8.4 Проконтролировать сварной стык зеркальным методом двумя ПЭП П121-2,5-45 в области головки рельса.
8.4.1Переключить дефектоскоп в режим, соответствующий работе по раздельной схеме с двумя ПЭП П121-2,5-45. Подключить один ПЭП П121-2,5-45 к излучающему каналу дефектоскопа, а другой ПЭП П121-2,5-45 к приемному каналу дефектоскопа.
8.4.2Установить на экране дефектоскопа развертку длительностью, соответствующей глубине 80 мм (рисунок 9).
8.4.3Проконтролировать сварной стык в области головки по схеме, показанной на рисунке 9, для чего:
- установить приемный ПЭП и излучающий ПЭП на противоположные грани головки рельса так, чтобы акустические оси ПЭП были направлены в сторону сварного стыка;
- проконтролировать сварной стык следующим образом: установить приемный ПЭП от сварного стыка на расстояние равное ширине В головки рельса и зафиксировать его неподвижно, излучающим ПЭП провести сканирование по противоположной грани головки рельса в зоне возможного приема сигнала, зеркально отраженного от дефекта. Затем, передвинуть приемный ПЭП на 10 мм в сторону сварного стыка, снова провести сканирование излучающим ПЭП и т.д.
Примечание - Для соблюдения параметров сканирования рекомендуется использовать сканирующее устройство.
18

Рисунок 9 - Контроль сварного стыка зеркальным методом двумя ПЭП П121-2,5-45 в области головки с боковых поверхностей рельса
8.4.4Признаком обнаружения дефекта является появление в средней части развертки на экране дефектоскопа зеркально отраженного от дефекта сигнала, временное положение которого на экране дефектоскопа при сканировании не меняется.
8.4.5Провести сканирование с противоположной стороны сварного стыка согласно п.п.8.4.3-8.4.4.
8.4.6При обнаружении дефекта измерить максимальную амплитуду
Uдз зеркально отраженного сигнала и записать |
коэффициент Кдз |
выявляемости выявленного дефекта в Карту |
дефектного стыка |
(Приложение Б). |
|
8.5 Проконтролировать сварной стык зеркальным методом двумя ПЭП П121-2,5-45 в области шейки и ее продолжения в подошву рельса (для сварных стыков, в которых расстояние от торца рельса до первого болтового отверстия составляет 330 мм и более).
8.5.1 Установить на экране дефектоскопа развертку длительностью, соответствующей глубине 190 мм (рисунок 10).
Рисунок 10 - Контроль сварного стыка зеркальным методом двумя ПЭП П121-2,5-45 в области шейки и ее продолжения в подошву с поверхности катания рельса
8.5.2 Проконтролировать сварной стык в области шейки с поверхности катания рельса по схеме, указанной на рисунке 10, для чего:
-установить приемный ПЭП и излучающий ПЭП на головку рельса так, чтобы акустические оси ПЭП были направлены в сторону сварного стыка;
-проконтролировать сварной стык следующим образом: установить приемный ПЭП от сварного стыка на расстояние, равное высоте h контролируемого рельса, и зафиксировать его неподвижно, излучающим ПЭП провести сканирование по головке рельса в зоне возможного приема
19