7.4.2 При контроле стыков эксплуатируемых рельсов:
а) с помощью металлической щетки, шабера и ветоши очистить от грязи торцы и поверхности контролируемых концевых участков рельсов в пределах до 300 мм от их торцов;
б) осмотреть очищенную поверхность в зоне сварного стыка по всему периметру рельса за исключением нижней поверхности подошвы и убедиться в отсутствии на поверхностях контролируемых рельсов раковин, отслоений металла, заусениц и других поверхностных дефектов, а также маркировочных знаков. Покрыть контролируемую зону слоем контактирующей жидкости.
Примечание - В качестве контактирующей жидкости может быть использовано трансформаторное масло по ГОСТ 982 или любое минеральное масло без механических включений, вязкость которого должна подбираться с учетом температуры окружающего воздуха и металла контролируемых рельсов.
8 Проведение контроля и Оценка качества
8.1 При сварке рельсов в пути посредством ПРСМ должен быть выполнен досварочный контроль концевых участков рельсов в соответствии ТИ 07.42-2004.
8.2 Приемочный УЗК стыков рельсов, свариваемых в РСП и в пути посредством ПРСМ, выполняют с двух сторон сварного стыка в последовательности (рисунок 21):
а) контроль перьев подошвы сверху (рисунок 21, а);
б) контроль перьев подошвы снизу (рисунок 21, б);
в) контроль шейки с боковых поверхностей (рисунок 21, в);
г) контроль головки с поверхности катания (рисунок 21, г);
д) контроль головки с боковых поверхностей (рисунок 21, д);
е) контроль шейки и участка подошвы под шейкой с поверхности катания (рисунок 21, е).
Примечание - Контроль переходного стыка в зоне подошвы осуществляют перемещая ПЭП по подошве рельса более легкого типа.
8.3 Контроль сварных стыков рельсов, эксплуатируемых в пути, выполняют с двух сторон стыка в последовательности (рисунок 21):
а) контроль головки с поверхности катания (рисунок 21, г);
б) контроль головки с боковых поверхностей (рисунок 21, д);
в) контроль шейки с боковых поверхностей (рисунок 21, в);
г) контроль перьев подошвы сверху (рисунок 21, а);
д) контроль шейки и участка подошвы под шейкой с поверхности катания (рисунок 21, е).
8.4 При прозвучивании любой зоны сварного стыка ПЭП располагают перпендикулярно к стыку и, систематически поворачивая его в обе стороны на 15...25°, перемещают вдоль линии стыка, совершая возвратно - поступательное движение. Шаг перемещения вдоль стыка не должен превышать 3 мм (что соответствует приблизительно 1/4 ширины ПЭП), а скорость - 100 мм/с.
8.5 Включить дефектоскоп, установив тумблер "ВКЛ/ОТКЛ" на коммутационной панели блока электронного дефектоскопа в положение "ВКЛ".
8.6 Подключить соединительный кабель к разъему " " дефектоскопа, ПЭП П121-2,5-50° к соединительному кабелю, а головные телефоны к разъему "ТЛФ".
8.7 Нажать кнопку для переключения дефектоскопа в меню "РЕЖИМ РАБОТЫ".
а)
|
б)
|
в)
|
||
Рисунок 21 - Схемы
прозвучивания сварного стыка рельса
(штриховой линией показана зона
сварного стыка, озвучиваемая при
выполнении каждой операции)
|
д)
|
е)
|
||



8.8 Кнопками и выделить фоном пункт меню "ВЫЗОВ НАСТРОЙКИ". С помощью кнопок и или после нажатия кнопки - с использованием цифровых кнопок установить номер настройки, выбранный в п.7.6. Если в данном пункте использовались цифровые кнопки, то по завершении ввода численного значения нажать кнопку .
Примечание – По умолчанию устанавливается режим контроля "ОТ ПОВЕРХНОСТИ". При отсутствии в зоне ВС1 сигналов, превышающих порог АСД, показание "Y" в верхней части экрана должно находиться в пределах от "99" до "101".
8.9 Проконтролировать сварной стык согласно схемам прозвучивания, приведенным на рисунках 21 а, б, в, г, д.
Примечания:
1 Для надежного выявления дефектов, расположенных по краям перьев подошвы, последние следует дополнительно озвучивать под различными углами в пределах от 0 до 300 (рисунок 22).
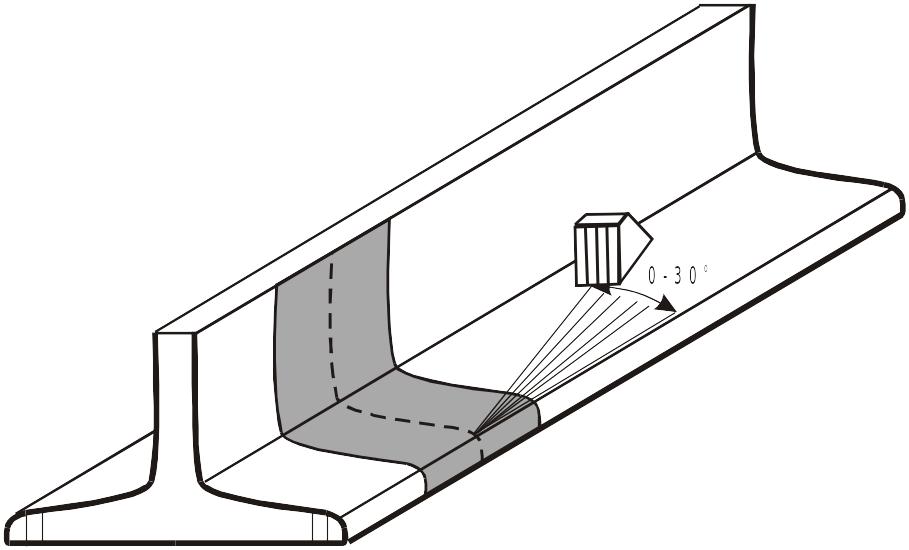
Рисунок 22 - Схема перемещения при прозвучивании краев перьев подошвы
2 Сварной стык в подошве и шейке рельса прозвучивается многократно отраженным лучом, благодаря чему обеспечивается выявление дефектов, расположенных у поверхности, по которой перемещают ПЭП (рисунок 23, а), что исключает влияние мертвой зоны на выявляемость дефектов в приповерхностном слое.
3 Сварной стык в головке рельса прозвучивается только прямым лучом. Для повышения надежности обнаружения дефектов, расположенных в головке под поверхностью катания, следует при контроле головки сбоку перемещать ПЭП, поворачивая его в сторону поверхности катания под углом от 0 до 200 (рисунок 23, б).
Для обнаружения дефектов в боковых частях головки рельса следует контролировать головку с двух боковых поверхностей. Дефекты в указанных зонах выявляются, как правило, при перемещении ПЭП по противоположной относительно дефекта поверхности (рисунок 23, в).

Рисунок 23 - Способы прозвучивания сварного стыка в шейке и головке рельса: а - многократно отраженным лучом при перемещении ПЭП по шейке сбоку; б, в - прямым лучом при перемещении ПЭП по головке сбоку
8.10 Нажать кнопку
![]() для переключения дефектоскопа в режим
контроля "ПО СЛОЯМ" (рисунок 24).
для переключения дефектоскопа в режим
контроля "ПО СЛОЯМ" (рисунок 24).
Рисунок 24
Примечание - При отсутствии в зоне ВС1 сигналов, превышающих порог АСД, показание "Y" в верхней части экрана должно находиться в пределах от "199" до "201".
8.11 Проконтролировать сварной стык согласно схеме прозвучивания, приведенной на рисунке 21 е.
Примечание - Для
перехода к контролю другого сварного
стыка необходимо предварительно
установить режим контроля "ОТ
ПОВЕРХНОСТИ", для чего нажать кнопку
![]() .
.
8.12 При УЗК любой зоны сварного стыка признаками обнаружения дефектов являются срабатывание звукового индикатора и возникновение эхо-сигнала, амплитуда которого превышает уровень срабатывания АСД и перемещающегося по развертке при движении ПЭП.
Примечание - Упомянутые признаки могут быть вызваны ложными импульсами, отраженными от неровностей на поверхности рельса. Для того, чтобы отличить ложные импульсы от импульсов, обусловленных наличием дефектов, следует определить координаты залегания отражающей поверхности (глубину Н расположения отражателя и расстояние L от точки ввода луча до проекции отражателя на контактную поверхность) и сопоставить результаты измерения и осмотра поверхности контролируемого участка рельса. При прозвучивании подошвы и шейки сбоку измеряют только расстояние L от точки выхода луча до отражающей поверхности (дефекта).
8.13 При обнаружении дефекта следует записать коэффициент выявляемости (Кд, дБ) и глубину залегания дефекта (Н, мм – при прозвучивании прямым лучом), и измеренные условные размеры (DL, DH, DX , мм) дефекта в следующие документы: рабочий журнал дефектоскопа (форма ПУ-27) или журнал контроля сварных стыков (Приложение А) и карту дефектного стыка (по ТИ 07.42-2004).
Условные высоту H и ширину X дефекта измеряют только при УЗК головки с поверхности катания и с боковых поверхностей.
8.13.1 Условную протяженность L (мм) измеряют по длине зоны между крайними положениями ПЭП, перемещаемого вдоль сварного стыка (рисунок 25, а).
8.13.2 Условную высоту Н (мм) измеряют как разность значений глубины расположения дефекта, измеренной по глубиномеру дефектоскопа в крайних положениях ПЭП, перемещаемого перпендикулярно сварному стыку (рисунок 25, б).
8.13.3 Условную ширину Х (мм) дефекта измеряют по длине зоны между крайними положениями ПЭП, перемещаемого перпендикулярно сварному стыку (рисунок 25, б).
8.14 При обнаружении дефекта в любой зоне сварного стыка необходимо:
8.14.1 Зафиксировать ПЭП в положении, соответствующем максимальной амплитуде эхо-сигнала от отражающей поверхности (дефекта).
8.14.2 Считать индицируемые значения H (мм) и L (мм) (или только L) и записать значение условного коэффициента Кд (дБ).
При контроле подошвы и шейки сбоку измеряют только расстояние L от точки выхода луча до отражающей поверхности (дефекта).
8.14.3 Сохранить Протокол контроля, для чего:
8.14.3.1 Найти максимум эхо-сигнала от дефекта на А-развертке.
8.14.3.2 Кнопкой вызвать индицирование на экране дефектоскопа меню " НАСТРОЙКА ". Кнопкой выделить фоном пункт " СТОП-КАДР "и с помощью кнопки или включить режим " + " .
8.14.3.3 Кнопкой вызвать индицирование на экране дефектоскопа меню "ПОИСК", при этом фоном выделен пункт " ЗАП. ПРОТ. А ".
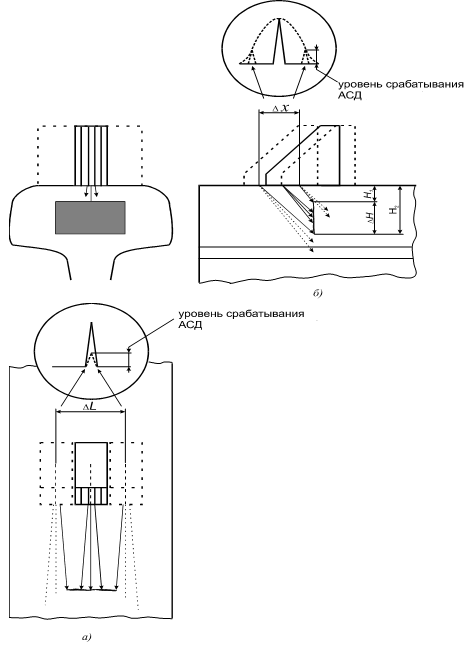

Рисунок 25 - Схема перемещения ПЭП относительно сварного стыка при
определении условных размеров дефектов: а - условной протяженности L; б - условной высоты H и условной ширины X
Примечание - Крайние положения ПЭП (1, 2) - положения, при которых амплитуда эхо-сигнала от выявленного дефекта (3, 4) уменьшается до уровня срабатывания АСД (5).
8.14.3.4 Кнопками и или после нажатия кнопки - с использованием цифровых кнопок установить "свободный" номер (номера протоколов индицируются рядом с меню "ПОИСК", причем номера "занятых" протоколов выделены фоном), под которым протокол в дальнейшем будет записан в память дефектоскопа. Если в данном пункте использовались цифровые кнопки, то по завершении ввода численного значения нажать кнопку .
8.14.3.5 Нажать кнопку для переключение дефектоскопа в меню " ЗАПИСЬ ПРОТОКОЛА А ".
8.14.3.6 Ввести необходимые параметры в пункты меню " ЗАПИСЬ ПРОТОКОЛА А ", для чего использовать: кнопки и - для перемещения по пунктам меню; кнопки и - для перехода в подменю и обратно; кнопки и - для выбора значения параметра.
8.14.3.7 Кнопкой выделить фоном пункт меню " ЗАП. ПРОТ. ".
8.14.3.8 Убедиться, что в данном пункте меню индицируется номер протокола, выбранный в п.8.14.3.4.
8.14.3.9 Нажать кнопку . Убедиться, что в списке номеров (рядом с меню) используемый номер стал выделен фоном. Это значит, что созданный протокол записан в память дефектоскопа.
Примечание - Процессы передачи Протоколов контроля из дефектоскопа на персональный компьютер и их просмотра описаны в п.13 Руководства по эксплуатации ДШЕК.66353001 РЭ2 (часть 2) дефектоскопа "Пеленг" УД2-102 .
8.15 При контроле рельсов, эксплуатируемых в пути, в сварных стыках которых предполагается развитие дефекта кода 26.3 рекомендуется дополнительный контроль сварного стыка в области головки рельса ПЭП П121-2,5-65, для чего следует настроить дефектоскоп с этим ПЭП на условную чувствительность Ку = 16 дБ (по ОСО-3Р).
8.15.1 Все описываемые процедуры по настройке дефектоскопа и проверке основных параметров контроля в этом случае должны выполняться последовательно после подключения ПЭП П121-2,5-65; величина мертвой зоны для данного ПЭП равна 3 мм.
8.15.2 Не меняя длительности развертки, настроенной в соответствии с указаниями п.8.8, проконтролировать сварной стык согласно схемам прозвучивания, приведенным на рисунке 23 г,д.
9 оформление результатов контроля
9.1 При оценке качества сварного стыка по результатам УЗК используют измеряемые характеристики зафиксированного отражателя:
- коэффициент выявляемости Кд (дБ);
- координаты – глубину Н (мм) расположения и расстояние L (мм) от точки выхода луча;
- условные размеры – условную протяженность ΔL (мм), условную ширину ΔХ (мм), условную высоту ΔН (мм).
Стык признается дефектным при выполнении следующих условий:
- эхо-сигнал от предполагаемого дефекта фиксируется при условной чувствительности Ку 24 дБ;
- координаты предполагаемого дефекта не совпадают с координатами неровности на поверхности сварного стыка;
- условная ширина ΔХ и условная протяженность ΔL предполагаемого дефекта, измеренные абсолютным способом, превышают 5 мм.
9.2 Результаты УЗК каждого сварного стыка записывают в рабочий журнал (форма ПУ-27) или журнал контроля сварных стыков (Приложение А).
В журнал записывают также результаты осмотра излома забракованного сварного стыка с указанием типа (характера), размеров и места расположения видимых в изломе дефектов.
9.3 На каждый дефектный сварной стык заполняют карту дефектного стыка. Формы карт дефектного стыка при сварке в РСП и в пути посредством ПРСМ, а так же при контроле стыков рельсов, эксплуатируемых в пути приведены в ТИ 07.42-2004.
На схеме расположения обнаруженных дефектов в сварном стыке указывают координаты дефекта, направление озвучивания, коэффициент выявляемости Кд, условную протяженность ΔL дефектного участка, условную высоту ΔН, условную ширину ΔХ.
9.4 Результаты УЗК сварных стыков рельсов в виде справок с картами дефектного стыка, формы которых приведены в ТИ-07.42-2004, направляют в Научно-исследовательский институт мостов и дефектоскопии (190031, Санкт-Петербург, наб.р.Фонтанки, д.113. НИИ мостов и дефектоскопии).
9.5 Стыки, сваренные в РСП и в пути посредством ПРСМ, в которых по данным УЗК обнаружены дефекты, бракуют, вырезают и к данной партии рельсов предъявляют требования, изложенные в ТУ 0921-057-01124328-98 и ТУ ЦПТ-80/350.
9.6 При контроле сварных стыков рельсов, эксплуатируемых в пути, стык, в котором обнаружен дефект, относят к остродефектному, подлежащему замене. Маркировку таких рельсов и порядок пропуска по ним поездов производят в соответствии с указаниями, изложенными в НТД/ЦП 1-2-3-93.
10 Требования безопасности
10.1 При проведении работ по УЗК сварных стыков рельсов на РСП дефектоскопист должен руководствоваться ГОСТ 11.001-89, ГОСТ 1003-91, ГОСТ 13.002-75, правилами технической эксплуатации электроустановок потребителей и правилами технической безопасности при эксплуатации электроустановок потребителей, утвержденными Госэнергонадзором.
10.2 Уровни шума, создаваемого на рабочем месте дефектоскописта, не должны превышать допустимых по ГОСТ 11.003-83.
10.3 При организации работ по контролю должны соблюдаться требования пожарной безопасности по ГОСТ 11.004-91 и Правил пожарной безопасности на железнодорожном транспорте.
10.4. Освещенность рабочих мест в помещении контрольного поста должна соответствовать Нормам искусственного освещения объектов железнодорожного транспорта.
Приложение А
(обязательное)
Форма журнала КОНТРОЛЯ СВАРНЫХ СТЫКОВ
№ п/п
|
Дата контроля |
Тип рельса |
Номер плети |
Номер стыка |
Тип дефекто- скопа, |
Чувстви- тельность, дБ, |
Результаты ультразвукового контроля |
Схема расположения дефектов |
Результаты осмотра излома дефектных стыков (с указанием типа (характера), |
Примечание
|
Фамилия (полностью) и |
||
|
|
|
|
|
зав.№ |
мертвая зона, мм |
подош-вы |
шей-ки |
голов-ки |
размеров дефекта, нагрузки Р и стрелы прогиба l, мм) |
|
подпись дефекто-скописта |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
1 |
11.04.07 |
Р65 |
10 |
1 |
ПЕЛЕНГ № 273 |
24 |
Дефек-тов не об- наружено |
Один де-фект |
Не контро-лирова-лась |
|
|
|
|
2 |
11.04.07 |
Р65/Р50 |
10 |
2 |
ПЕЛЕНГ № 273 |
24 |
Дефек-тов не обнару-жено |
Дефектов не обна-руже-но |
Один дефект |
|
|
Переход-ной стык; контроль подошвы со стороны Р50 |
|